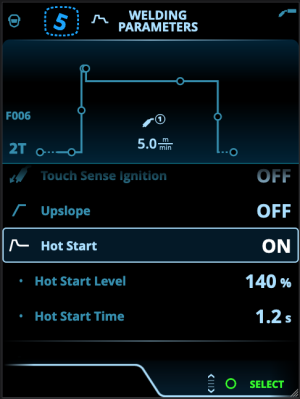
Funktionspanel: Svetsparametrar
I vyn Svetsparametrar finns en start- och stoppkurva för justering av de viktigaste parametrarna för en svets. Nederst i vyn visas de justeringar som är tillgängliga för den valda svetsmetoden. Valet av svetsmetod baseras på den aktiva minneskanalen och dess inställningar.

|
Många svetsparametrar är specifika för en viss svetsmetod och är synliga och tillgängliga för justering i enlighet med den. |
Justera svetsparametrarna
| 1. | Vrid den högra inställningsratten för att markera önskad svetsparameter. |
| 2. | Tryck på den högra inställningsratten för att välja svetsparameter att justera. |
| 3. | Vrid den högra inställningsratten för att justera parametervärdet. |
>> Se även tabellen med svetsparametrar nedan för mer information, beroende på vilken parameter som ska justeras.
| 4. | Bekräfta det nya värdet/valet och stäng justeringsvyn genom att trycka på höger kontrollknapp. |
Spara svetsparametrar för senare användning
En arbetskanal skapas automatiskt för de ändrade svetsparametrarna. För att spara de inställda svetsparametrarna i en minneskanal, gör ett av följande:
| • | Snabbalternativ för aktiv kanal: Håll genvägsknappen för kanaler intryckt i cirka 2 sekunder. |
>> Detta sparar parameterinställningarna på den nu aktiva kanalen och ersätter de tidigare parameterinställningarna.
| • | Alternativ via kanalvyn: Gå till kanalvyn och spara parameterinställningarna i en ny kanal |
>> Se Funktionspanel: Kanaler för mer information.
Svetsparametrar och funktionsbeskrivningar
![]() MIG- och 1-MIG-svetsparametrar
MIG- och 1-MIG-svetsparametrar
De parametrar som anges här är tillgängliga för justering med MIG- och 1-MIG-processer.
De parametrar som anges här kan endast justeras vid 1-MIG.
Utöver MIG- och 1-MIG-svetsparametrarna kan även de parametrar som listas här justeras.
Parametrarna som listas här är processpecifika för MAX Speed.
Parametrarna som listas här är processpecifika för MAX Position.
De parametrar som anges här är tillgängliga för justering vid TIG-metoden.
De parametrar som listas här är tillgängliga för justering vid MMA-metoden.