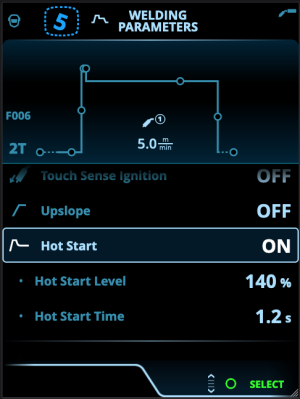
Panou de control: Parametri de sudare
Vizualizarea Parametri de sudare include o curbă de pornire și oprire pentru ajustarea celor mai importanți parametri pentru o sudură. Secțiunea din partea de jos a vizualizării afișează reglajele disponibile pentru procesul de sudare selectat. Selecția procesului de sudare se bazează pe canalul de memorie activ și pe setările acestuia.

|
Mulți dintre parametrii de sudare sunt specifici procesului de sudare și sunt vizibili și disponibili pentru a fi reglați în mod corespunzător. |
Ajustarea parametrilor de sudare
| 1. | Răsuciți butonul drept de control pentru a evidenția parametrul de sudare dorit. |
| 2. | Apăsați butonul drept de control pentru a selecta parametrul de sudare pe care doriți să-l reglați. |
| 3. | Răsuciți butonul drept de control pentru a regla valoarea parametrului de sudare. |
>> În funcție de parametrul care urmează să fie reglat, consultați și tabelul cu Parametrii de sudare de mai jos pentru mai multe detalii.
| 4. | Confirmați noua valoare/selecție și închideți vizualizarea de reglare apăsând butonul drept de control. |
Salvarea parametrilor de sudare pentru utilizarea ulterioară
Un canal de lucru este creat automat pentru modificarea parametrilor de sudare. Pentru a salva parametrii de sudare setați pe un canal de memorie, efectuați una dintre următoarele:
| • | Opțiunea de alegere rapidă a canalului activ: mențineți butonul de comandă rapidă pentru Canale apăsat timp de aproximativ 2 secunde. |
>> Acest lucru va salva setările parametrilor pe canalul activ în prezent, înlocuind setările anterioare ale parametrilor.
| • | Opțiunea Vizualizare Canale: accesați Vizualizare canale și salvați setările parametrilor pe un canal nou. |
>> Consultați Panou de control: Canale pentru informații suplimentare.
Descrierile parametrilor și funcțiilor de sudare
![]() Parametrii de sudare MIG și 1-MIG
Parametrii de sudare MIG și 1-MIG
Parametrii enumerați aici sunt disponibili pentru a fi reglați cu procesele MIG și 1-MIG.
Parametrii listați aici sunt disponibili pentru a fi reglați doar cu procesul 1-MIG.
![]() Parametri de sudare pentru Pulse/DPulse
Parametri de sudare pentru Pulse/DPulse
Parametrii enumerați aici sunt disponibili pentru a fi reglați suplimentar parametrilor de sudare MIG și 1-MIG.
Parametrii enumerați aici sunt specifici procesului MAX Speed.
Parametrii enumerați aici sunt specifici procesului MAX Position.
Parametrii enumerați aici sunt disponibili pentru a fi reglați cu procesul TIG.
Parametrii enumerați aici sunt disponibili pentru a fi reglați cu procesul MMA.