Betjeningspanel: Sveiseparametre
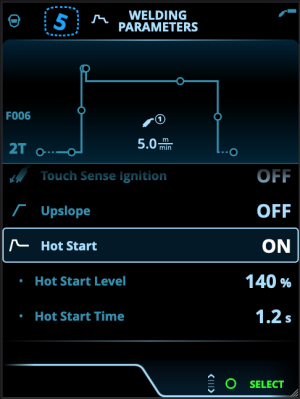
Sveiseparametervisningen inkluderer en start- og stoppkurve for justering av de viktigste parameterne for en sveis. Den nederste delen av visningen viser de tilgjengelige justeringene for den valgte sveiseprosessen. Valget av sveiseprosess er basert på den aktive minnekanalen og dens innstillinger.

|
Mange av sveiseparameterne er sveiseprosesspesifikke og er synlige og tilgjengelige for justering. |
Justering av sveiseparametre
|
1.
|
Drei på det høyre kontrollrattet for å utheve ønsket sveiseparameter. |
|
2.
|
Trykk på det høyre kontrollrattet for å velge sveiseparameteren som skal justeres. |
|
3.
|
Drei på det høyre kontrollrattet for å justere sveiseparameterverdien. |
>> Avhengig av parameteren som skal justeres, se også sveiseparametertabellen nedenfor for flere detaljer.
|
4.
|
Bekreft den nye verdien / nye valget og lukk justeringsvisningen ved å trykke på høyre kontrollratt. |
Lagre sveiseparametere for senere bruk
En arbeidskanal opprettes automatisk for de endrede sveiseparameterne. For å lagre de innstilte sveiseparameterne på en minnekanal, gjør ett av følgende:
|
•
|
Alternativ for rask aktivering av kanal: Hold inne Kanaler-snarveiknappen i ca. 2 sekunder. |
>> Dette lagrer parameterinnstillingene på den aktive kanalen og erstatter dens tidligere parameterinnstillinger.
|
•
|
Alternativ for kanalvisning: Gå til Kanalvisningen og lagre parameterinnstillingene i en ny kanal. |
>> Se Betjeningspanel: Kanaler for mer informasjon.
Beskrivelse av sveiseparametre og funksjoner
 MIG- og 1-MIG-sveiseparametere
MIG- og 1-MIG-sveiseparametere
Parameterne som er oppført her, er bare tilgjengelige for justering med den manuelle MIG- og 1-MIG-prosessen.
| Prosess |
MIG, 1-MIG, Pulse, DPulse, MAX Cool, MAX Speed, MAX Position |
Dette MIG-sveiseprosessvalget avhenger av det aktive sveiseprogrammet.
Se Ytterligere veiledning til funksjoner for mer informasjon om de ekstra prosessene. |
| Bryterlogikk |
2T, 4T |
Sveisepistoler kan ha flere alternative bryterdriftsmoduser (bryterlogikk). Mest vanlig er 2T og 4T. I 2T-modus holder du bryteren inne mens du sveiser. I 4T-modus trykker du inn og slipper bryteren for å starte eller stoppe sveisingen. Se Bryterlogikkfunksjoner for mer informasjon. |
| Syklustidtaker |
PÅ/AV
Standard = AV |
Syklustidtakeren er en sveisefunksjon som automatisk produserer en sveis eller sveiser med forhåndsdefinert varighet.
Se Syklustidtaker for mer informasjon. |
| – Syklus lysbuetid |
0,0 ... (60,0 s)
Standard = 2,0 s |
| – Sykluspause |
PÅ/AV
Standard = AV |
| – Sykluspausetid |
0,1 ... 3,0 s, trinn 0,1 s
Standard = 0,1 s |
| Forgass |
0.0 ... 9,9 s, Auto, trinn 0,1
0,0 = AV |
Sveisefunksjon som starter dekkgasstrømmen før lysbuen tennes. Dette sikrer at metallet ikke kommer i kontakt med luft i begynnelsen av sveisen. Tidsverdien er forhåndsinnstilt av brukeren. Brukes til alle metaller, men spesielt til rustfritt stål, aluminium og titan. |
| Krypstart |
10 … 90 %, Auto, trinn 1 |
Krypstartfunksjonen definerer trådmatehastigheten før lysbuen tenner, det vil si før sveisetråden kommer i kontakt med arbeidsstykket. Når lysbuen tenner, byttes trådmatehastigheten automatisk til normal brukerinnstilt hastighet. Krypstart-funksjonen er alltid på. |
| Touch Sense Ignition |
AUTO/PÅ/AV |
Touch Sense Ignition (TSI) gir minimalt med sprut og stabiliserer lysbuen umiddelbart etter tenning. |
| Trådmatehastighet |
0.50 ... 25 m/min, trinn 0,05 eller 0,1
Standard = 5,00 m/min |
Justering av trådmatehastighet. Når trådmatehastigheten er mindre enn 5 m/min, er justeringstrinnet 0,05 og når trådmatehastigheten er 5 m/min eller mer, er justeringstrinnet 0,1. |
| Matehastighet min |
Min/Maks = 0,5 … 25 m/min, trinn 0,1
Standard = 0,5 m/min |
Minimums- og maksimumsgrenser for justering av trådmatehastighet. |
| Matehastighet maks. |
Min/Maks = 0,5 … 25 m/min, trinn 0,1
Standard = 25 m/min |
| Spenning |
Min/maks = I henhold til sveiseutstyrets spesifikasjoner, trinn 0.1 |
Justering av sveisespenning og minimums- og maksimumsgrenser for sveisespenningsjusteringen.
Disse parametrene er bare tilgjengelige for justering i MIG. I 1-MIG er spenningen definert av sveiseprogrammet. |
| Dynamikk |
-10.0 ... +10,0 %, trinn 0,2
Standard = 0 |
Regulerer lysbuens kortslutningsatferd. Jo lavere verdi, desto mykere er lysbuen, jo høyere verdi, desto grovere er lysbuen.
(Ikke tilgjengelig med MAX Cool og MAX Speed.)
|
| Kraterfylling |
PÅ/AV |
Ved sveising med høy effekt dannes det vanligvis et krater i enden av sveisen. Kraterfyllingsfunksjonen reduserer sveiseeffekten/trådmatehastigheten på slutten av sveisejobben, slik at krateret kan fylles med et lavere effektnivå. Med MIG-prosess blir kraterfylling, trådmatingshastighet og spenning forhåndsinnstilt av brukeren.
Når trådmatehastigheten er mindre enn 5 m/min, er justeringstrinnet 0,05 og når trådmatehastigheten er 5 m/min eller mer, er justeringstrinnet 0,1.
For 1-MIG-prosess, se 1-MIG-parametertabellen. |
| – Kraterfylltid |
0.1 ... 10,0 s, Auto, trinn 0,1
Standard = 1,0 s |
| – Trådmatehastighet kraterfylling |
0.70 ... 25,0 m/min, Auto, trinn 0,05 eller 0,1
Standard = 5 m/min |
| – Spenning kraterfylling |
8 ... 45 V, Auto, trinn 0,1 V
Standard = 18V |
| Tilbakebrenning |
-30 ... +30 |
Tilbakebrenning påvirker trådlengden i sveiseenden, for eksempel for å hindre at tråden stopper for nær smeltebadet. Dette muliggjør også den optimale trådlengden for starten av neste sveis. |
| Trådmating og trinn (TM-sluttsteg) |
AV/PÅ
Standard = AV |
Sluttstegfunksjonen for trådmating forhindrer at sveisetråden hefter til kontaktrøret når sveisingen avsluttes. |
| Ettergass |
0.0 ... 9,9 s, Auto, trinn 0,1
0,0 = AV |
Sveisefunksjon som fortsetter dekkgasstrømmen etter at lysbuen har slukket. Dette sikrer at den varme sveisen ikke kommer i kontakt med luft etter at lysbuen er slukket, og beskytter sveisen samt elektroden. Brukes til alle metaller. Spesielt rustfritt stål og titan krever lengre ettergasstider. |
1-MIG-sveiseparametere
Parameterne som er oppført her, er tilgjengelige for justering bare med 1-MIG-prosessen.
| Bryterlogikk |
2T, 4T, Powerlog (2 nivåer eller 3 nivåer) |
Sveisepistoler kan ha flere alternative bryterdriftsmoduser (bryterlogikk). Mest vanlig er 2T og 4T. I 2T-modus holder du bryteren inne mens du sveiser. I 4T-modus trykker du inn og slipper bryteren for å starte eller stoppe sveisingen.
Merk at aktivering av Powerlog åpner ytterligere Powerlog-innstillinger i sveiseparametervisningen.
Se Bryterlogikkfunksjoner for mer informasjon. |
| Opptrapping |
PÅ/AV |
Opptrapping er en sveisefunksjon som bestemmer tiden sveisestrømmen gradvis øker til ønsket sveisestrømstyrke ved begynnelsen av sveisen. Startnivå og tid for opptrapping er forhåndsinnstilt av brukeren. |
| – Startnivå for opptrapping |
10 ... 100 %, Auto, trinn 1
Standard = 50 |
| – Opptrappingstid |
0.1 ... 5 s, Auto, trinn 0,1
Standard = 0.10 |
| Varmstart |
PÅ/AV |
Sveisefunksjon som bruker høyere eller lavere trådmatehastighet og sveisestrøm ved starten av sveisen. Etter varmstartperioden endres strømmen til innstilt sveisestrømstyrke. Dette letter starten på sveisen, spesielt med aluminiumsmaterialer. Justeringen av varmstart-trapptiden stiller inn overgangstiden fra varmstartfasen til normal sveisestrømstyrke. Nivået og tiden for varmstart kan kun justeres i 2T bryterlogikk. Varmstart-fininnstilling (spenning) kan justeres med 1-MIG-, Pulse-, DPulse- og MAX Speed-prosesser når en Wise-funksjon ikke er i bruk. |
| – Varmstartnivå |
-50 ... +200 %, Auto, trinn 1
Standard = 40 |
| - Varmstart-fininnstilling |
-10,0 ... +10,0, trinn 0,1
Standard = 0,0 |
| – Varmstarttid |
0.0 ... 9,9 s, Auto, trinn 0,1
Standard = 1,2 s |
| - Varmstart-trappingstid |
0,0 ... 10,0 s, trinn 0,1 s
Standard = 1,0 s |
| Wise-funksjon |
Ingen, WiseFusion, WisePenetration, WiseSteel |
Når valgt, åpnes en liste over tilgjengelige Wise-funksjoner for valg. For mer informasjon om disse funksjonene, se Ytterligere veiledning til funksjoner.
(Ikke tilgjengelig med MAX Cool, MAX Speed og MAX Position.) |
| Fininnstilling |
Eksempel: -10.0 ... +10,0 V *
Trinn 0,1 V
|
Finjustering av sveisespenning.
* Spenningsområdet for finjustering er definert av det aktive sveiseprogrammet. |
| Kraterfylling |
PÅ/AV |
Ved sveising med høy effekt dannes det vanligvis et krater i enden av sveisen. Kraterfyllingsfunksjonen reduserer sveiseeffekten/trådmatehastigheten på slutten av sveisejobben, slik at krateret kan fylles med et lavere effektnivå. Kraterfylling-fininnstilling (spenning) kan justeres med prosessene 1-MIG, Pulse, DPulse og MAX Speed når en Wise-funksjon ikke er i bruk. |
| – Startnivå for kraterfylling |
10 ... 150 %, Auto, trinn 1
Standard = 100 |
| – Kraterfylltid |
0.0 ... 10,0 s, Auto, trinn 0,1
Standard = 1,0 s |
| – Sluttnivå for kraterfylling |
10 ... 150 %, Auto, trinn 1
Standard = 30 |
| - Fininnstilling av kraterfylling |
-10,0 ... +10,0, trinn 0,1
Standard = 0,0 |
Strøm
|
15 ... 350 A, trinn 1
Standard = 50 A |
Justering av sveisestrøm bare med WisePenetration. |
Pulse/DPulse-sveiseparametere
Parameterne som er oppført her er tilgjengelige for justering i tillegg til MIG- og 1-MIG-sveiseparameterne.
| Pulsstrøm % |
-10 ... +15 %, trinn 1 |
Pulsstrømmen finjustering i henhold til strømmen med Pulse- og DPulse-sveiseprosesser. |
| DPulse-forhold |
10 ... 90 %, trinn 1 |
Dette justerer dobbelpulstidsprosenten, dvs. hvor lenge dobbeltpulsen er på første pulsnivå. Det andre pulsnivået bestemmes i henhold til den første nivåinnstillingen. |
| DPulse-frekvens |
0.4 ... 8,0 Hz, Auto, trinn 0,1 |
Dette justerer den doble pulsfrekvensen. Hvor lang tid det tar fra starten av 1. nivå til slutten av 2. nivå. |
| DPulse-nivå 1: Trådmatehastighet |
0.50 ... 25 m/min, trinn 0,05 eller 0,1 |
Trådmatehastighet første dobbelt pulsnivå (og minimums-/maksimumsverdier for trådmatehastighet).
Når trådmatehastigheten er mindre enn 5 m/min, er justeringstrinnet 0,05 og når trådmatehastigheten er 5 m/min eller mer, er justeringstrinnet 0,1. |
| DPulse-nivå 1: Fininnstilling |
-10 ... +10, trinn 1 |
Finjustering av sveisespenning. |
| DPulse-nivå 1: Dynamikk |
-10.0 ... +10,0 %, trinn 0,2
Standard = 0 |
Regulerer lysbuens kortslutningsatferd. Jo lavere verdi, desto mykere er lysbuen, jo høyere verdi, desto grovere er lysbuen. |
| DPulse-nivå 2: Trådmatehastighet |
0.50 ... 25 m/min, trinn 0,05 eller 0,1 |
Trådmatehastighet med andre dobbelt pulsnivå. Trådmatehastigheten DPulse-nivå 2 endres automatisk når trådmatehastigheten til DPulse-nivå 1 justeres.
Når trådmatehastigheten er mindre enn 5 m/min, er justeringstrinnet 0,05 og når trådmatehastigheten er 5 m/min eller mer, er justeringstrinnet 0,1. |
| DPulse-nivå 2: Fininnstilling |
-10 ... +10, trinn 1 |
Finjustering av sveisespenning. |
| DPulse-nivå 2: Dynamikk |
-10.0 ... +10,0 %, trinn 0,2
Standard = 0 |
Regulerer lysbuens kortslutningsatferd. Jo lavere verdi, desto mykere er lysbuen, jo høyere verdi, desto grovere er lysbuen. |
MAX Speed-parametere
parameterne som er oppført her er prosesspesifikke for MAX Speed.
| MAX Speed-frekvens |
100 ... 800 Hz, Auto, trinn 10
|
MAX Speed-frekvensinnstilling. |
MAX Position-parametere
parameterne som er oppført her er prosesspesifikke for MAX Position.
| MAX Position-frekvens |
-0.5 ... +0,5 Hz, trinn 0,1
Standard = 0 |
MAX Position-frekvens fininnstilling. |
| Pulsstrøm % |
-10 … 15 %, trinn 1
Standard = 0 |
MAX Position-pulsstrømjustering. |
| Platetykkelse |
3.0 ... 12,0 mm |
MAX Position innstilling av platetykkelse. |
TIG-sveiseparametere
Parameterne som er oppført her, er bare tilgjengelige for justering TIG-prosessen.
| Bryterlogikk |
2T, 4T |
Sveisepistoler kan ha flere alternative bryterdriftsmoduser (bryterlogikk). Mest vanlig er 2T og 4T. I 2T-modus holder du bryteren inne mens du sveiser. I 4T-modus trykker du inn og slipper bryteren for å starte eller stoppe sveisingen. |
| Ettergass |
0.0 ... 9,9 s, trinn 0,1
0,0 = AV |
Sveisefunksjon som fortsetter dekkgasstrømmen etter at lysbuen har slukket. Dette sikrer at den varme sveisen ikke kommer i kontakt med luft etter at lysbuen er slukket, og beskytter sveisen samt elektroden. Brukes til alle metaller. Spesielt rustfritt stål og titan krever lengre ettergasstider. |
| Strøm |
15 ... 350 A, trinn 1
Standard = 50 A |
Justering av sveisestrøm. |
MMA-sveiseparametere
Parameterne som er oppført her, er bare tilgjengelige for justering med MMA-prosessen.
| Dynamikk |
-10.0 ... +10,0, trinn 0,2
Standard = 0 |
Regulerer lysbuens kortslutningsatferd. Jo lavere verdi, desto mykere er lysbuen, jo høyere verdi, desto grovere er lysbuen. |
| Varmstartnivå |
-30 ... +30
Standard = 0 |
Sveisefunksjon som bruker høyere eller lavere sveisestrømstyrke ved sveisestart. Etter varmstartperioden endres strømmen til innstilt sveisestrømstyrke. Dette letter starten på sveisen, spesielt med aluminiumsmaterialer. I MMA er varmstartnivået forhåndsinnstilt av brukeren. |
| Strøm |
15 … 350 A, trinn 1
Standard = 50 A |
Justering av sveisestrøm. |
| Strømlimit min. |
Min/Maks = 15...350 A, trinn 1
Standard = 50 A |
Minimums- og maksimumsgrenser for justering av strømstyrke. |
| Strømlimit maks. |
Min/Maks = 15...350 A, trinn 1
Standard = 50 A |