Panel de control: Parámetros soldadura
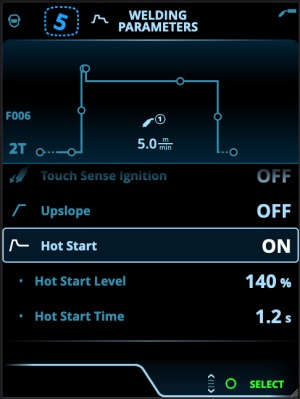
La vista Parámetros de soldadura incluye una curva de inicio y parada para ajustar los parámetros más importantes para una soldadura. La sección inferior de la vista enumera los ajustes disponibles para el proceso de soldadura seleccionado. La selección del proceso de soldadura se basa en el canal de memoria activo y sus configuraciones.

|
Muchos de los parámetros de soldadura son específicos del proceso de soldadura, son visibles y están disponibles para su ajuste. |
Ajuste de los parámetros de soldadura
| 1. | Gire la perilla de control derecha para resaltar el parámetro de soldadura deseado. |
| 2. | Presione la perilla de control derecha para seleccionar el parámetro de soldadura que desea ajustar. |
| 3. | Gire la perilla de control derecha para ajustar el valor del parámetro de soldadura. |
>> Dependiendo del parámetro que se vaya a ajustar, consulte también la tabla de parámetros de soldadura mostrada abajo para obtener más detalles.
| 4. | Confirme el nuevo valor/selección y cierre la vista de ajuste presionando la perilla de control derecha. |
Guardar parámetros de soldadura para su uso posterior
Se crea automáticamente un canal de trabajo para los parámetros de soldadura modificados. Para guardar los parámetros de soldadura establecidos en un canal de memoria, realice una de las siguientes acciones:
| • | Opción de canal activo rápido: Mantenga presionado el botón de acceso directo de Canales durante aproximadamente 2 segundos. |
>> Esto guardará la configuración de los parámetros en el canal actualmente activo, reemplazando la configuración de los parámetros anteriores.
| • | Opción de vista de canales: vaya a la vista de canales y guarde la configuración de los parámetros en un nuevo canal. |
>> Consulte Panel de control: Canales para obtener más información.
Parámetros de soldadura y descripciones de características
![]() Parámetros de soldadura MIG y 1-MIG
Parámetros de soldadura MIG y 1-MIG
Los parámetros enumerados aquí están disponibles para el ajuste con los procesos MIG y 1-MIG.
Los parámetros enumerados aquí están disponibles para el ajuste solo con el proceso 1-MIG.
![]() Parámetros de soldadura Pulse/DPulse
Parámetros de soldadura Pulse/DPulse
Los parámetros enumerados aquí están disponibles para su ajuste además de los parámetros de soldadura MIG y 1-MIG.
Los parámetros enumerados aquí son específicos del proceso MAX Speed.
Los parámetros enumerados aquí son específicos del proceso de MAX Position.
Los parámetros enumerados aquí están disponibles para el ajuste con el proceso TIG.
Los parámetros enumerados a continuación se pueden ajustar con el procedimiento MMA.