安装保护气瓶并测试保护气流

|
小心操作气瓶。如果气瓶或瓶阀损坏,可能会造成人身伤害! |

|
务必要让气瓶以直立方式正确固定在墙壁或焊接设备推车的特殊支架上。不焊接时,务必要保持气瓶阀门关闭。 |

|
- 如果使用带有气瓶架的推车,首先将气瓶安装在推车上,然后进行连接。 - 安装在 T22M 推车上的气瓶的最大推荐尺寸为 20 升。 - 在安装和测试气瓶之前,先将焊枪安装到焊接设备。 |
欲了解有关选择保护气和设备的信息,请联系您当地的 Kemppi 经销商。
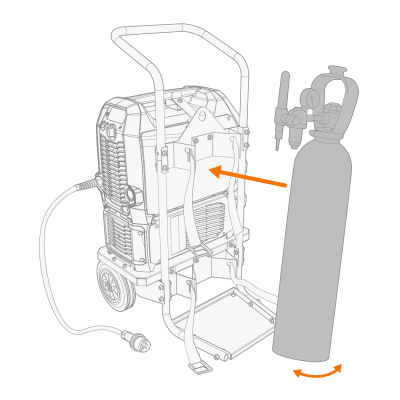
| 1. | 没有保护气瓶推车:将保护气瓶放置在合适的安全位置。 |
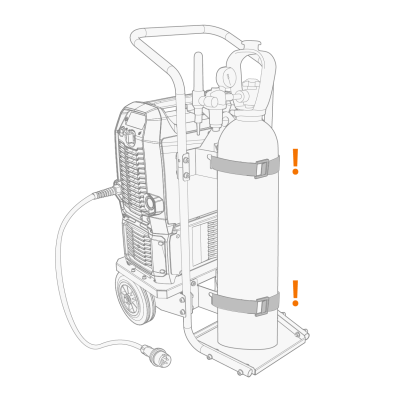
| 2. | 有保护气瓶推车:将保护气瓶移动到搬运单元的气瓶架上,并使用提供的皮带和固定点将其固定在适当的位置。 |
| 3. | 如果还没有安装,请将焊枪连接到焊接设备(请参阅 连接焊枪)。 |
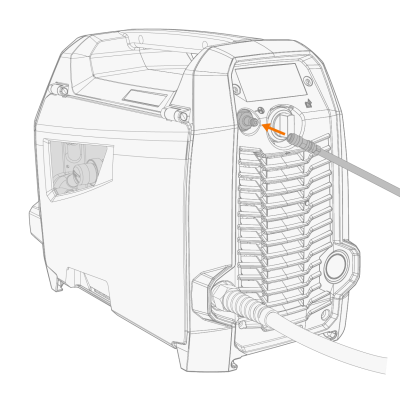
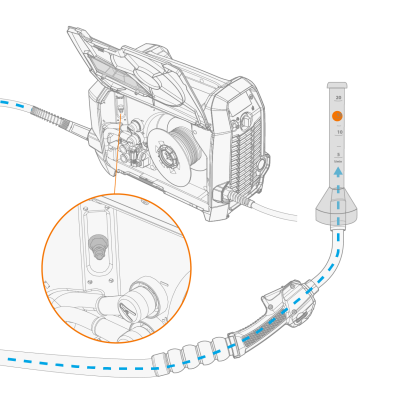
| 4. | 将保护气软管连接到焊接设备上。 |
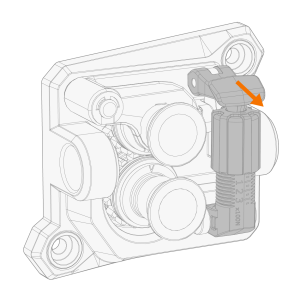
| 5. | 打开保护气瓶阀门。 |
| 6. | 如果安装了填充焊丝,请松开送丝装置的压力臂,防止发生送丝。 |
| 7. | 使用系统设置中的气体检测功能或按下焊枪开关启动气体流量。 |
| 8. | 检查并调整气体流量。使用内置气体调节阀(仅限 Master M 323)或外部流量计和调节器进行测量和调节。 |
建议的保护气流量(仅用于一般指导):
| TIG* | MIG** | |
|---|---|---|
| 氩 | 5...15 l/min | 10...25 l/min |
| 氦 | 15...30 l/min | - |
| 氩气 + 18-25% CO2 | - | 10...25 l/min |
| CO2 | - | 10...25 l/min |
*取决于喷嘴尺寸。
**取决于喷嘴尺寸和焊接电流。