Installation et changement de fil (bobine de 200 mm)
Cette section décrit comment installer et changer une bobine de 200 mm. Le support de bobine pour une bobine de 200 mm est installé en usine sur les postes à souder Master M 205 et 323. Pour des instructions sur l'installation d'une bobine de 100 mm, se reporter à la section Installation et changement de fil (bobine de 100 mm).

|
Installer la torche de soudage sur le poste Master M avant d'installer la bobine de fil. |
|
|
Avant de remplacer la bobine de fil, retirer le fil d'apport restant de la torche et du mécanisme d'alimentation en fil. |
|
|
Toujours vérifier que les galets de dévidage conviennent au fil à utiliser (diamètre et matériau). Pour plus d'informations, se reporter à la section Consommables pour dévidoir.
|
Retrait de la bobine de fil :
|
1.
|
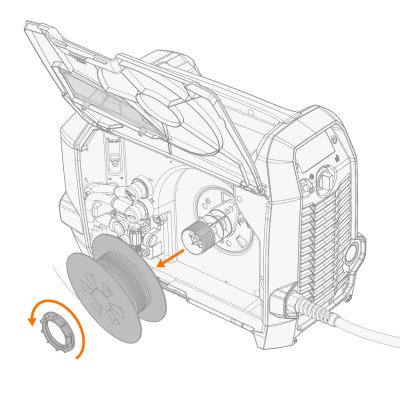
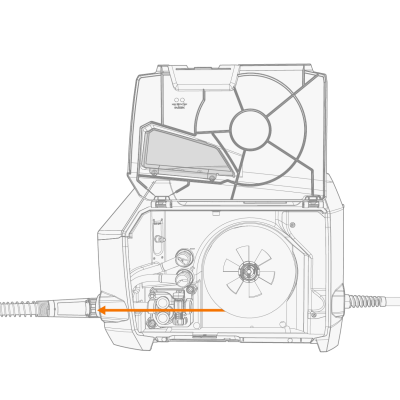
Ouvrir la trappe de la chambre de bobine. |
|
2.
|
Desserrer et retirer l'attache de la bobine et retirer la bobine de fil. |
Installation d'une nouvelle bobine de fil :
|
1.
|
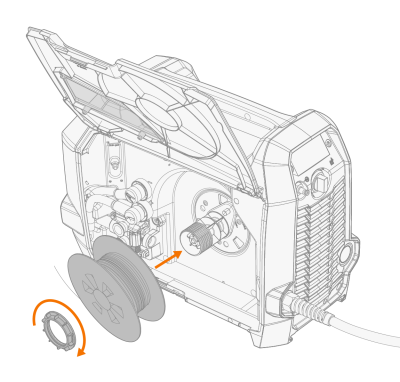
Insérer la bobine de fil sur le support de la bobine. Fixer la bobine de fil en place en insérant et en serrant l'attache de la bobine. |
|
|
S'assurer que la bobine de fil est orientée dans la bonne direction, avec le fil d'apport allant depuis le dessous de la bobine vers les galets d'entraînement. |
|
2.
|
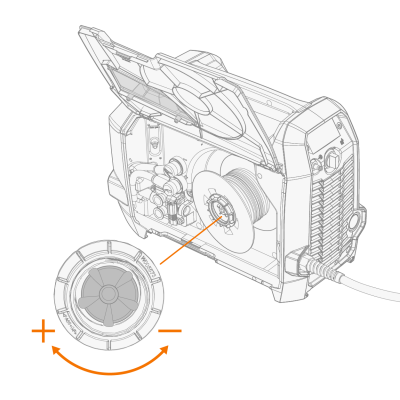
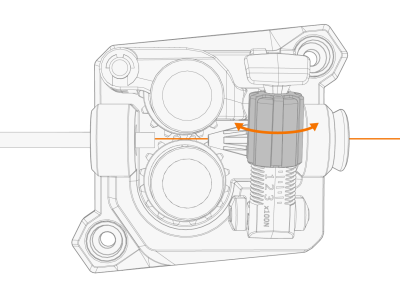
Si nécessaire, régler le frein de la bobine en tournant le bouton de serrage du frein de la bobine au centre du support de la bobine. |
Installation du fil d'apport :
|
1.
|
Dégager l'extrémité du fil de la bobine et, si nécessaire, couper la longueur déformée afin d'obtenir une extrémité bien droite. |
|
|
Veiller à ce que le fil ne s'échappe pas par les côtés de la bobine une fois libéré. |
|
2.
|
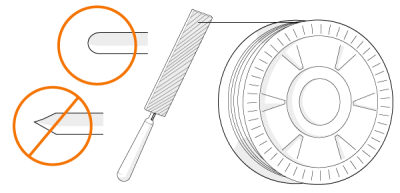
Limer l'extrémité du fil d'apport pour la lisser. |

|
Les arêtes vives à l'extrémité du fil d'apport risquent d'endommager la gaine. |
|
3.
|
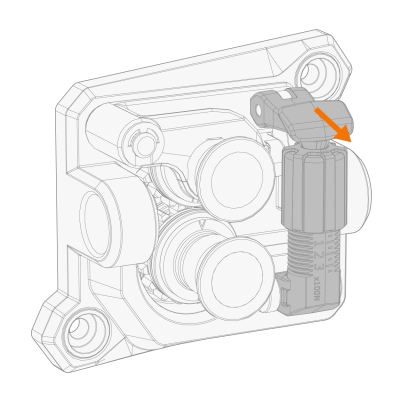
Libérer le levier de pression. |
|
4.
|
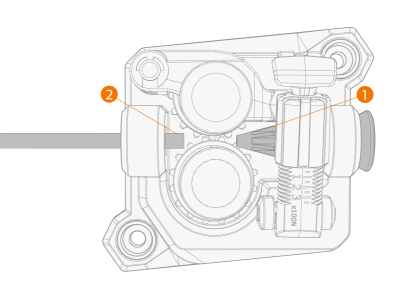
Guider le fil d'apport dans le guide-fil d'entrée (1) et dans le guide-fil de sortie (2), afin d'amener le fil d'apport à la torche de soudage. |
|
5.
|
Pousser le fil d'apport à la main à l'intérieur de la torche de sorte que le fil atteigne la gaine. |
|
6.
|
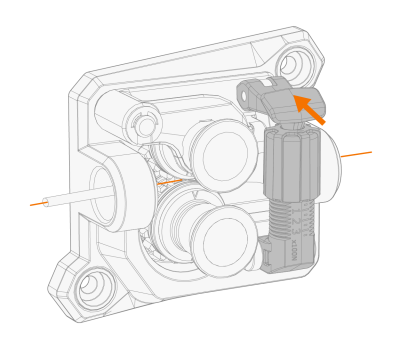
Bloquer le levier de pression de manière à verrouiller le fil d'apport entre les galets d'entraînement. |
|
7.
|
Régler la pression du galet d'entraînement à l'aide de la molette de réglage de pression. |
Les échelles graduées sur le levier de pression indiquent la pression appliquée sur les galets d'entraînement. Ajuster la pression sur les galets de dévidage comme indiqué dans le tableau ci-dessous.
| Fil plein en Fe/Ss |
Rainure en V
|
0.8−1.0 |
1.5−2.0 |
| ≥ 1.2 |
2.0−2.5 |
| MC/FC |
Rainure en V crantée
|
≥ 1.2 |
1.0−2.0 |
| Al |
Rainure en U
|
1.0 |
0.5−1.0 |
| 1.2 |
1.0−1.5 |
|
|
Une pression excessive aplatit le fil d'apport et endommage les fils d'apport enrobés ou fourrés. De plus, une pression excessive use inutilement les galets d'alimentation et augmente la charge sur les engrenages. |
|
8.
|
Placez le fil d'apport dans la torche de soudage à l'aide de la fonction avance-fil dans les paramètres système ou en appuyant longuement sur le bouton de commande gauche. Relâcher cet appui lorsque le fil atteint le tube contact de la torche. |

|
Vérifier que le fil atteint le tube contact et sort de la torche. |
Avant de souder, s'assurer que les paramètres et réglages de soudage sont conformes à la situation.
* Profils des galets d'entraînement et symboles correspondants
| Rainure en V |

|
| Rainure en V crantée |

|
| Rainure en U |

|