Vista de configuración
En la vista Configuración, las selecciones se realizan con la perilla de control (1):
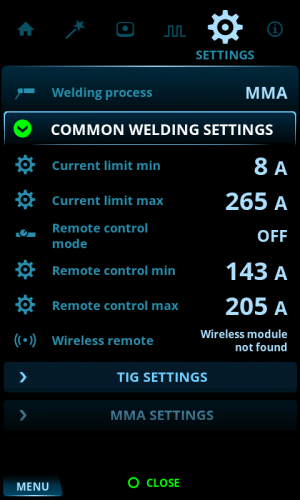
_400x164.png)
Ajustar la configuración:
| 1. | Diríjase a la vista Configuración. |
| 2. | Gire la perilla de control (1) para navegar por los grupos de configuración y los parámetros. |
| 3. | Seleccione un parámetro para ajustarlo o cambiarlo presionando el botón de la perilla de control (1). |
| 4. | Ajuste o cambie la configuración girando la perilla de control (1). |
| 5. | Cierre la configuración de parámetros presionando el botón de la perilla de control (1). |

|
Algunos de los ajustes son, por ejemplo, el modo corriente y el proceso de soldadura específico y están visibles o no visibles en el menú de configuración correspondiente. |
Configuración general de soldadura:
| Parámetro | Valor | Importante |
|---|---|---|
| Proceso de soldadura | TIG / MMA (predeterminado = TIG) | Al seleccionar un proceso de soldadura se cambia automáticamente al último canal activo para el proceso seleccionado. |
| Límite corriente mínima | TIG: 2 A / MMA: 8 A, intervalo 1 A * | |
| Límite corriente máxima | TIG: valor nominal de la fuente de potencia MMA: fuente de potencia máx. Corriente MMA, intervalo 1 A * |
|
| Modo control remoto | OFF/Remoto (predeterminado = OFF) | Cuando se selecciona un control remoto, el ajuste de la corriente de soldadura en el panel de control está deshabilitado. |
| Control remoto mín. | Mín. = «Límite de corriente mín.», Máx. = «Límite de corriente máx.» | |
| Control remoto máx. | Mín. = «Límite de corriente mín.», Máx. = «Límite de corriente máx.» | |
| Control remoto inalámbrico | El pareo se inicia automáticamente cuando se selecciona | La nueva información de pareo reemplaza la información anterior. El estado de pareo se muestra como valor de configuración. |
Configuración TIG:
| Parámetro | Valor | Importante |
|---|---|---|
| Corriente Lift TIG | 5 A...40 A/Auto, intervalo 1 A (Predeterminado = Auto = 10 A) | |
| Ascenso leve | OFF / ON (predeterminado = OFF) | |
| Antipegado TIG | OFF / ON (predeterminado = OFF) |
Configuración MMA:
| Parámetro | Valor | Importante |
|---|---|---|
| Corriente de soldadura | Mín./Máx = límites normales de corriente de soldadura | |
| Partida en caliente | -10...+10, intervalo 1 (predeterminado = 0) | |
| Fuerza de arco | -10...+10, intervalo 1 (predeterminado = 0) | |
| Antipegado MMA | OFF / ON (predeterminado = OFF) | |
| Modo VRD | OFF / ON (predeterminado = OFF) | Esta configuración se puede bloquear para que el usuario no pueda cambiarla. En los modelos de equipos en los que el modo VRD está bloqueado permanentemente en ON (por ejemplo, el modelo AU), la opción VRD todavía está visible en la configuración, pero no se puede cambiar. |
| Ruptura del arco | 50 %...100 %, intervalo 10 % (predeterminado = 90 %) | El ajuste del 100 % utiliza toda la reserva de voltaje, lo que permite el arco más largo posible. |
Configuración del sistema:
| Parámetro | Valor | Importante |
|---|---|---|
| Brillo | 10 %...100 %, intervalo 1 % (predeterminado = 100 %) | |
| Tiempo datos de soldadura | 1 s...10 s, intervalo 1 s (predeterminado = 5 s) | |
| Salvapantallas | Predeterminado = Logo Kemppi | Se puede utilizar una imagen de salvapantallas alternativa. Para obtener más información, consulte Salvapantallas. |
| Fecha | Ajuste de la fecha (DD/MM/YYYY) | |
| Tiempo (24 h) | Ajuste de la hora (HH:MM) | |
| Idioma | Configuración idioma | |
| Mostrar Weld Assist | ON/OFF (predeterminado = ON) | |
| Restablecimiento valores de fábrica… | Cancelar/Iniciar (predeterminado = cancelar) | El elemento de configuración que activa el restablecimiento de fábrica para restaurar la configuración de fábrica en el dispositivo. Una vez que se completa el restablecimiento de los valores de fábrica, la fuente de potencia debe reiniciarse manualmente. |
* Rango de corriente ajustable por el soldador en la soldadura TIG:
| • | 2 A...305 A, intervalo 1 A |
| • | Predeterminado = Valor nominal de la fuente de potencia. |
* Rango de corriente ajustable por el soldador en la soldadura MMA:
| • | 8 A...305 A, intervalo 1 A |
| • | Predeterminado = Corriente máxima de MMA de la fuente de potencia. |
| Procesos de soldadura y características |