焊条尖端
直流焊接
对于直流氩弧焊,将钨焊条的尖端沿着纵向磨成锥形。尖锐的焊条尖端为焊件提供了稳定且集中的电弧。尖锐的角度和长度对弧宽和熔深有影响。
锐化原则:
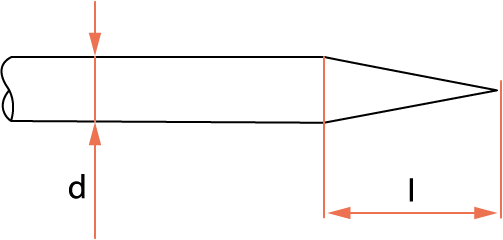
其中 I = 1…5 x d。
最适合您的锐化长度取决于最常用的焊接电流水平:
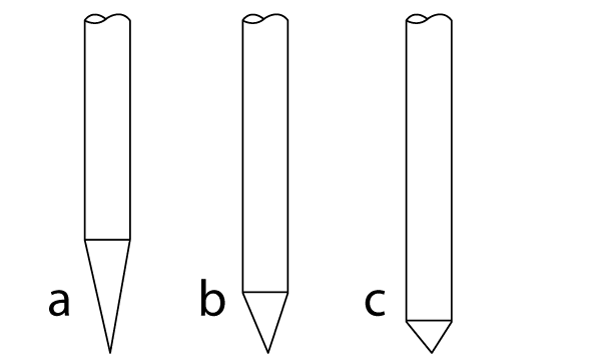
| a. | 低电流 |
| b. | 中电流 |
| c. | 高电流 |

|
锐化焊条时,始终沿着焊条研磨。 |
交流焊接
在交流氩弧焊中,焊条尖端温度可以超过焊条熔点。因此,可以根据焊条尖端的构造来评估所选焊条直径及其对所施加的焊接电流的适应性。
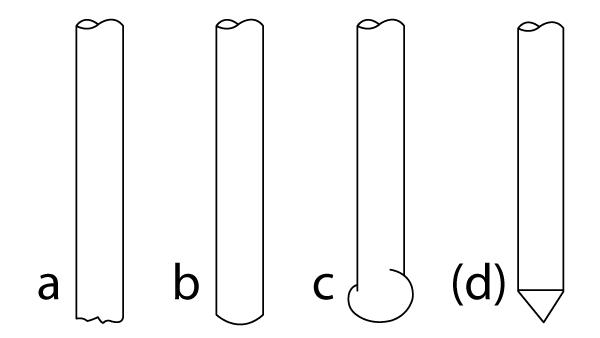
| a. | 焊接电流太小或焊条尺寸太大。电弧不稳定且不指向焊件。 |
| b. | 合适的电流。 |
| c. | 对于所选择的焊条直径,焊接电流过高。 |
|
|
将肯倍 AC TIG 设备用于特定应用时,也可以在焊条尖端 (d) 上准备并维持一个小点。这将改善焊接电弧和熔池尺寸的方向控制。 |
|
小窍门: 您还可以使用以下技术为交流焊接准备基本尖端形成过程:
|
焊条尖端长度
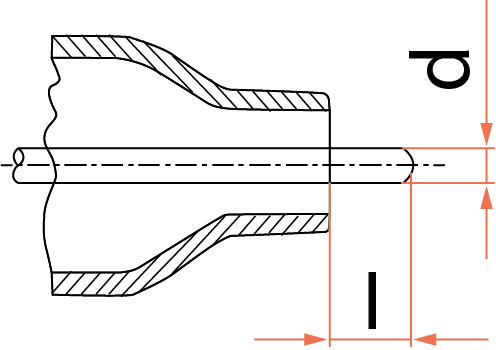
从喷嘴尖端测量的焊条尖端的最佳突起 (l) 取决于电极直径、焊接电流水平和焊接接头类型。
| 小窍门: 用钢丝绒清洁焊条可以通过去除表面氧化物来提高点火和整体焊接性能。 |