Elektrodspets
DC-svetsning
Slipa spetsen på volframelektroden i längsled så att den blir konformad. Den slipade elektorspetsen ger en jämn och koncentrerad ljusbåge. Slipvinkeln och längden på spetsen påverkar ljusbågens bredd och inträngningsdjup.
Slipsätt.
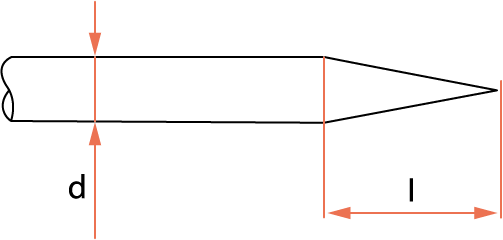
Där I = 1…5 x d.
Lämplig sliplängd är beroende av vald svetsström.
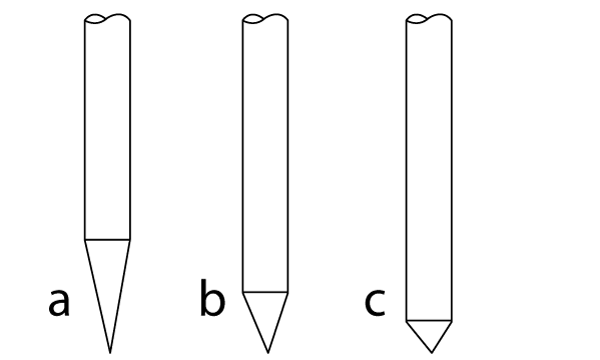
| a. | Låga strömmar |
| b. | Medelhöga strömmar |
| c. | Höga strömmar |

|
Slipa alltid elektroden i dess längdriktning. |
AC-svetsning
Vid AC TIG-svetsning kan temperaturen på elektrodspetsen överstiga elektrodens smältpunkt. Därför kan den valda elektroddiametern och dess lämplighet för den använda svetsströmmen baseras på hur elektrodspetsen formas.

| a. | För låg svetsström eller för stor elektroddiameter. Ljusbågen är inte stabil och riktad mot svetsstycket. |
| b. | Lämplig ström. |
| c. | Svetsströmmen är för hög för den valda elektroddiametern. |
|
|
Vid användning av Kemppi AC TIG-utrustning för specifika applikationer är det även möjligt att preparera och bibehålla en spets på elektroden (d). Detta förbättrar kontrollen av ljusbågen och storleken på smältbadet. |
|
Tips: Du kan även forma elektrodspetsen vid AC-svetsning med följande teknik.
|
Längd på elektrodspetsen

Elektrodspetsens optimala utstick (l) mätt från gaskåpan beror på elektroddiametern, svetsströmmen och typen av svetsfog.
| Tips: Rengöring av elektroden med stålull kan förbättra tändningen och svetsegenskaperna genom att oxider på ytan tas bort. |