Конец электрода
Сварка постоянным током
Для сварки TIG постоянным током сошлифуйте конец вольфрамового электрода по длине в форме конуса. Заостренный конец электрода обеспечивает устойчивую и сфокусированную дугу между электродом и заготовкой. Угол и длина заточки влияют на ширину дуги и глубину провара.
Принцип заточки:
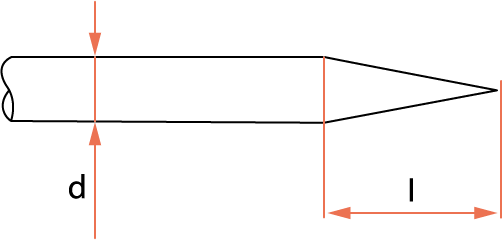
Где I = 1…5 x d.
Оптимальная длина заточки для интересующего применения зависит от наиболее часто используемых уровней сварочного тока:
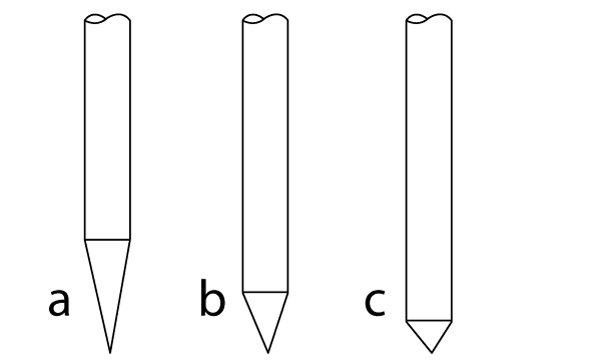
| a. | Низкие токи |
| b. | Средние токи |
| c. | Высокие токи |

|
При затачивании электрода всегда выполняйте шлифовку вдоль электрода. |
Сварка переменным током
При сварке TIG переменным током температура конца электрода может превышать температуру плавления электрода. Поэтому выбранный диаметр электрода и его соответствие используемому сварочному току можно оценить на основании формы конца электрода.
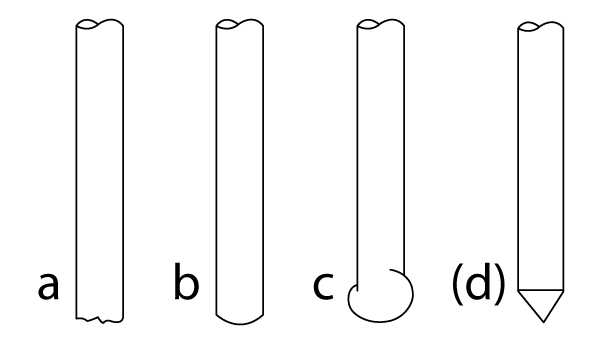
| a. | Слишком низкий ток сварки или слишком большой диаметр электрода. Дуга неустойчивая и направлена на заготовку. |
| b. | Подходящий ток. |
| c. | Сварочный ток слишком высокий для выбранного диаметр электрода. |
|
|
При использовании оборудования Kemppi для сварки TIG переменным током также можно подготовить и поддерживать небольшую точку на конце электрода (d). Это улучшает контроль направленности сварочной дуги и размер сварочной ванны. |
|
Совет: Кроме того, можно подготовить базовую форму конца электрода для сварки переменным током, используя следующую технику:
|
Длина конца электрода
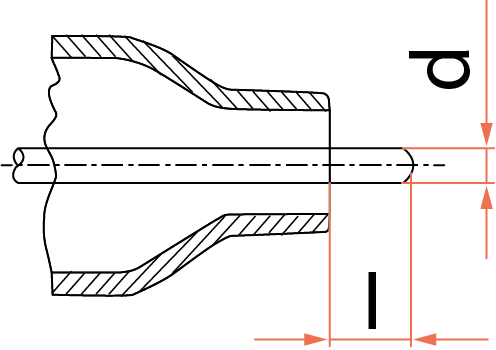
Оптимальный выступ (l) конца электрода, измеренный от торца газового сопла, зависит от диаметра электрода, уровня сварочного тока и типа сварного соединения.
| Совет: Очистка электрода стальной мочалкой может улучшить зажигание дуги и общие характеристика сварки благодаря удалению поверхностной окиси. |