Ponta do eletrodo
Soldagem CC
Para soldagem TIG DC, esmerilhe a ponta do eletrodo de tungstênio no sentido longitudinal, em forma de cone. A ponta afiada do eletrodo fornece um arco constante e concentrado na peça de soldagem. O ângulo de afiação e o comprimento afetam a largura do arco e a profundidade de penetração.
Princípio de afinação:
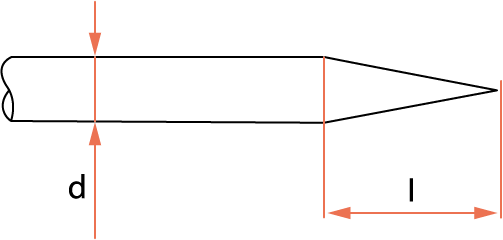
Onde I = 1 a 5 x d.
O comprimento de afiação mais adequado para seus objetivos depende do nível de corrente de soldagem mais utilizado:
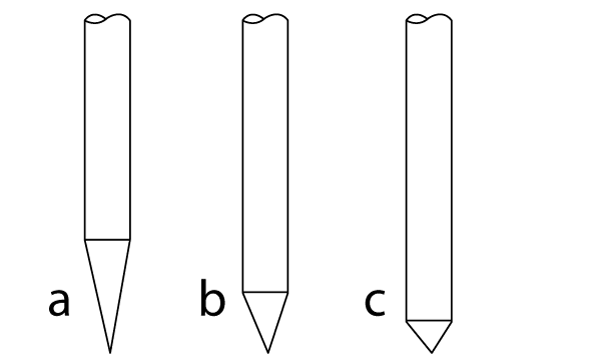
| a. | Correntes baixas |
| b. | Correntes médias |
| c. | Correntes altas |

|
Ao afiar o eletrodo, sempre esmerilhe ao longo do eletrodo. |
Soldagem CA
Na soldagem TIG CA, a temperatura da ponta do eletrodo pode exceder o ponto de fusão do eletrodo. Portanto, o diâmetro do eletrodo selecionado e sua adequação para a corrente de soldagem aplicada, podem ser avaliados com base na formação da ponta do eletrodo.
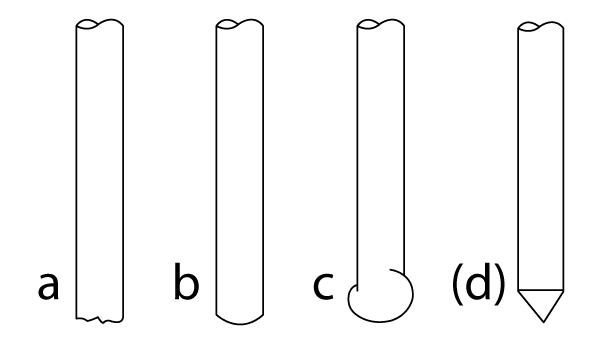
| a. | Corrente de soldagem muito baixa ou tamanho de eletrodo muito grande. O arco não é estável e direcionado sobre a peça de soldagem. |
| b. | Corrente adequada. |
| c. | A corrente de soldagem é muito alta para o diâmetro do eletrodo selecionado. |
|
|
Ao usar o equipamento Kemppi TIG AC para aplicações específicas, também é possível preparar e manter um pequeno ponto na ponta do eletrodo (d). Isso melhora o controle direcional do arco de soldagem e o tamanho da poça de soldagem. |
|
Dica: Você também pode preparar a formação básica da ponta para soldagem CA com a seguinte técnica:
|
Comprimento da ponta do eletrodo
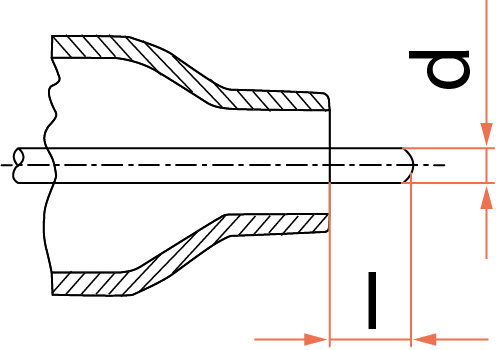
A protuberância ideal (l) da ponta do eletrodo medida a partir da ponta do bico de gás depende do diâmetro do eletrodo, do nível de corrente de soldagem e do tipo de junta de solda.
| Dica: A limpeza do eletrodo com palha de aço pode melhorar as propriedades de ignição e de soldagem, removendo os óxidos da superfície. |