Punta dell’elettrodo
Saldatura a corrente continua
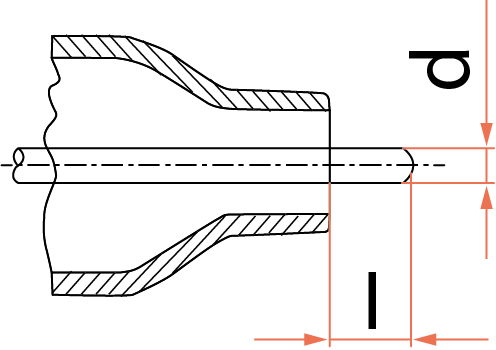
Per la saldatura TIG CC, affilare la punta dell’elettrodo di tungsteno longitudinalmente, conferendole una forma di cono. La punta affilata dell’elettrodo fornisce un arco costante e concentrato nel pezzo da saldare. L’angolo di affilatura e la lunghezza hanno un effetto sulla larghezza dell’arco e sulla profondità di penetrazione.
Principio di affilatura:

Dove I = 1…5 x d.
La lunghezza di affilatura più adatta alle proprie esigenze dipende dal livello di corrente di saldatura più utilizzato:

| a. | Correnti basse |
| b. | Correnti medie |
| c. | Correnti elevate |

|
Quando si affila l’elettrodo, molare sempre lungo l’elettrodo. |
Saldatura a corrente alternata
Nella saldatura TIG CA la temperatura della punta dell’elettrodo può superare il punto di fusione dell’elettrodo. Pertanto, il diametro dell’elettrodo selezionato e la sua idoneità alla corrente di saldatura applicata possono essere valutati in base alla formazione della punta dell’elettrodo.

| a. | Corrente di saldatura troppo bassa o elettrodo troppo grande. L’arco non è stabile e diretto sul pezzo da saldare. |
| b. | Corrente adatta. |
| c. | La corrente di saldatura è troppo alta per il diametro dell’elettrodo selezionato. |
|
|
Quando si utilizzano attrezzature Kemppi TIG CA per applicazioni specifiche, è anche possibile preparare e mantenere un piccolo punto sulla punta dell’elettrodo (d). Ciò permette di migliorare il controllo direzionale dell’arco di saldatura e delle dimensioni del bagno di saldatura. |
|
Suggerimento: È inoltre possibile preparare la formazione della punta di base per la saldatura a corrente alternata con la seguente tecnica:
|
Lunghezza della punta dell’elettrodo
La sporgenza ottimale (l) della punta dell’elettrodo misurata dalla punta dell’ugello del gas dipende dal diametro dell’elettrodo, dal livello di corrente di saldatura e dal tipo di giunto di saldatura.
| Suggerimento: la pulizia dell’elettrodo con lana d’acciaio può migliorare le proprietà di innesco e le proprietà generali di saldatura rimuovendo gli ossidi superficiali. |