Pointe de l'électrode
Soudage en courant continu
Pour le soudage TIG CC, rectifier la pointe de l'électrode en tungstène dans le sens de la longueur, en lui donnant la forme d'un cône. Une pointe d'électrode effilée crée un arc stable et concentré sur la pièce à souder. L'angle et la longueur de l'affûtage ont un effet sur la largeur de l'arc et sa profondeur de pénétration.
Principe d'affûtage :

Où I = 1… 5 x d.
La longueur d'affûtage la mieux adaptée aux besoins dépend du niveau de courant de soudage le plus utilisé :

| a. | Courants faibles |
| b. | Courants moyens |
| c. | Courants élevés |

|
Lors de l'affûtage de l'électrode, toujours meuler dans la longueur. |
Soudage en courant alternatif
En soudage TIG en courant alternatif, la température de la pointe de l'électrode peut dépasser le point de fusion de celle-ci. Il est donc possible d'évaluer le diamètre de l'électrode et son adéquation au courant de soudage en fonction de la forme donnée à la pointe de l'électrode.
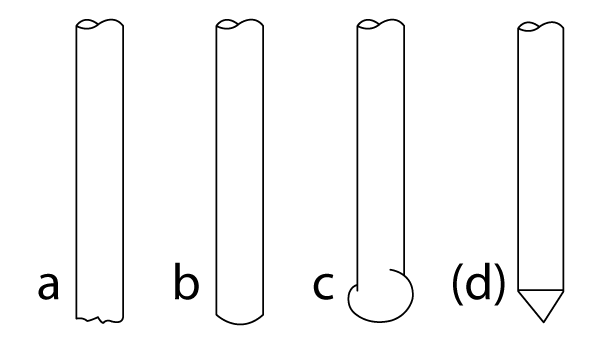
| a. | Courant de soudage trop faible ou taille d'électrode trop importante. L'arc est instable et mal concentré sur la pièce à souder. |
| b. | Courant approprié. |
| c. | Le courant de soudage est trop élevé pour le diamètre d'électrode sélectionné. |
|
|
Lorsque l'équipement TIG à courant alternatif Kemppi est utilisé pour des applications spécifiques, il est également possible de préparer et préserver un petit point sur la pointe de l'électrode (d), afin d'améliorer le contrôle directionnel de l'arc et la taille du bain de soudage. |
|
Conseil : Il est également possible de préparer la pointe pour le soudage à courant alternatif avec la technique suivante :
|
Longueur de la pointe de l'électrode

La protrusion optimale (l) de la pointe de l'électrode (mesurée à partir de l'extrémité de la buse de gaz) dépend du diamètre de l'électrode, du niveau du courant de soudage et du type de soudure.
| Conseil : Un nettoyage de l'électrode avec de la laine d'acier peut améliorer les propriétés d'amorçage et de soudage, en éliminant les oxydes de surface. |