Punta del electrodo
Soldadura CC
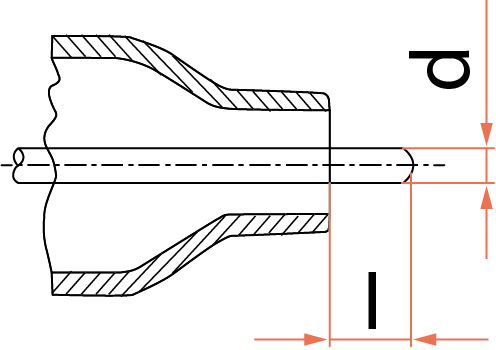
Para soldadura TIG CC, afile la punta del electrodo de tungsteno a lo largo, en forma de cono. La punta afilada del electrodo proporciona un arco constante y concentrado en la pieza a soldar. El ángulo de afilado y la longitud afectan al ancho del arco y a la profundidad de penetración.
Principio de afilado:

Donde I = 1…5 x d.
La longitud de afilado más adecuada para su trabajo depende del nivel de corriente de soldadura más utilizado:

| a. | Corrientes bajas |
| b. | Corrientes medias |
| c. | Corrientes altas |

|
Al afilar el electrodo, siempre afile a lo largo del electrodo. |
Soldadura CA (corriente alterna)
En soldadura TIG CA, la temperatura de la punta del electrodo puede exceder el punto de fusión del electrodo. Por lo tanto, el diámetro del electrodo seleccionado y su idoneidad para la corriente de soldadura aplicada se pueden evaluar en función de la formación de la punta del electrodo.

| a. | Corriente de soldadura demasiado baja o tamaño de electrodo demasiado grande. El arco no es constante y no está centrado en la pieza soldada. |
| b. | Corriente adecuada. |
| c. | La corriente de soldadura es demasiado alta para el diámetro del electrodo seleccionado. |
|
|
Cuando se usa el equipo Kemppi TIG CA para aplicaciones específicas, también es posible preparar y mantener un punto pequeño en la punta del electrodo (d). Esto mejora el control direccional del arco de soldadura y el tamaño del baño de fusión. |
|
Consejo: También puede preparar la formación básica de la punta para soldadura CA con la siguiente técnica:
|
Longitud de la punta del electrodo
La protuberancia óptima (l) de la punta del electrodo medida desde la punta de la boquilla de gas depende del diámetro del electrodo, el nivel de corriente de soldadura y el tipo de unión de soldadura.
| Consejo: Limpiar el electrodo con lana de acero puede mejorar las propiedades de arranque y soldadura en general, al eliminar los óxidos de la superficie. |