Electrode tip
DC welding
For DC TIG welding, grind the tip of the tungsten electrode lengthways, into cone shape. The sharpened electrode tip provides a steady and concentrated arc into the weld piece. The sharpening angle and length has an effect on the arc width and penetration depth.
Sharpening principle:
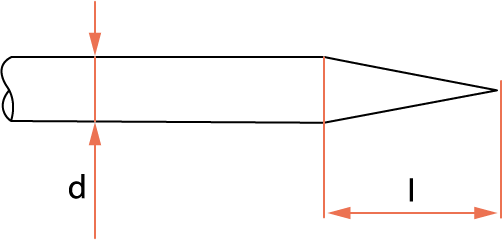
Where I = 1…5 x d.
The sharpening length best suited for your purposes depends on the most used welding current level:
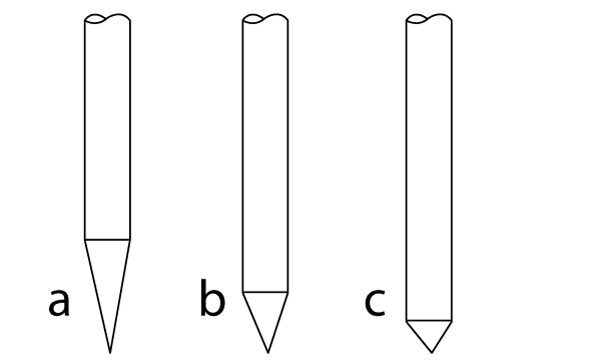
| a. | Low currents |
| b. | Mid currents |
| c. | High currents |

|
When sharpening the electrode, always grind along the electrode. |
AC welding
In AC TIG welding the electrode tip temperature can exceed the melting point of the electrode. Therefore the electrode diameter selected and its suitability for welding current applied, can be evaluated based on the formation of the electrode tip.
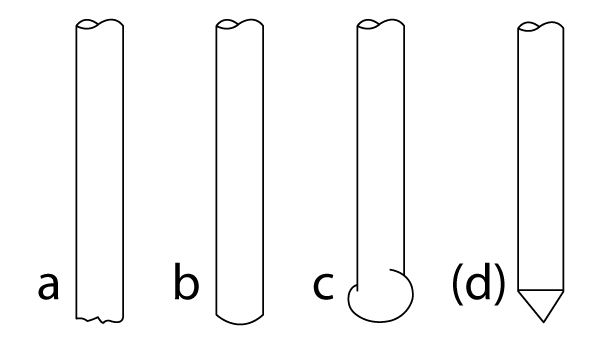
| a. | Too low welding current or too big electrode size. The arc is not steady and directed on the weld piece. |
| b. | Suitable current. |
| c. | The welding current is too high for the electrode diameter selected. |
|
|
When using Kemppi AC TIG equipment for specific applications, it is also possible to prepare and maintain a small point on the electrode tip (d). This improves the directional control of the welding arc and weld pool size. |
|
Tip: You can also prepare the basic tip formation for AC welding with the following technique:
|
Electrode tip length
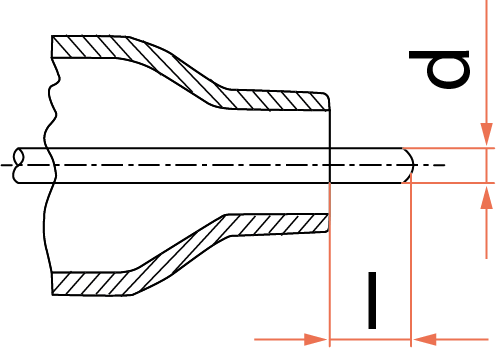
The optimal protrusion (l) of the electrode tip measured from the gas nozzle tip depends on the electrode diameter, welding current level and weld joint type.
| Tip: Cleaning the electrode with steel wool can improve ignition and overall welding properties, by removing surface oxides. |