Elektrodenspitze
DC-Schweißen
Beim DC-WIG-Schweißen schleifen Sie die Spitze der Wolframelektrode in Längsrichtung in Kegelform. Die geschliffene Elektrodenspitze sorgt für einen gleichmäßigen und konzentrierten Lichtbogen in das zu schweißende Werkstück. Schärfungswinkel und -länge wirken sich auf Lichtbogenbreite und Eindringtiefe aus.
Funktionsprinzip beim Schärfen:
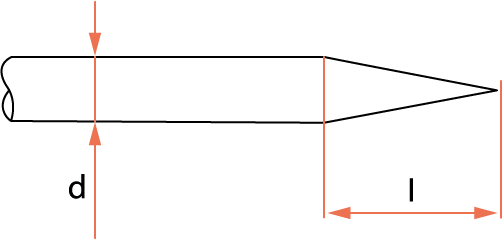
Wobei I = 1…5 x d.
Die für Ihre Zwecke optimal geeignete Schärflänge hängt vom am häufigsten verwendeten Schweißstromwert ab:
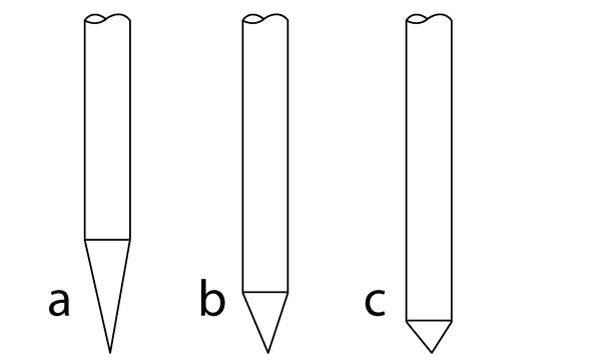
| a. | Niedrige Stromstärken |
| b. | Mittlere Stromstärken |
| c. | Hohe Stromstärken |

|
Beim Schärfen der Elektrode schleifen Sie bitte immer entlang der Elektrode. |
AC-Schweißen
Beim AC-WIG-Schweißen kann die Temperatur der Elektrodenspitze den Schmelzpunkt der Elektrode überschreiten. Daher können der ausgewählte Elektrodendurchmesser und deren Eignung für den angelegten Schweißstrom auf Grundlage der Form der Elektrodenspitze bewertet werden.
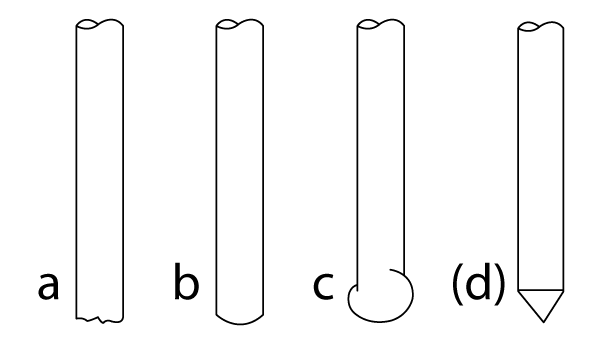
| a. | Zu niedriger Schweißstrom oder zu große Elektrode. Der Lichtbogen ist nicht gleichmäßig und auf das Schweißteil gerichtet. |
| b. | Geeignete Stromstärke. |
| c. | Der Schweißstrom ist für den ausgewählten Elektrodendurchmesser zu hoch. |
|
|
Falls Sie Kemppi AC WIG-Maschinen für bestimmte Anwendungen verwenden, können Sie auch einen kleinen Punkt auf der Elektrodenspitze (d) vorbereiten und aufrechterhalten. Das verbessert die Richtungssteuerung des Schweißlichtbogens und die Schweißbadgröße. |
|
Tipp: Sie können die grundlegende Spitzenform für das AC-Schweißen auch mit der folgenden Technik vorbereiten:
|
Elektrodenspitzenlänge
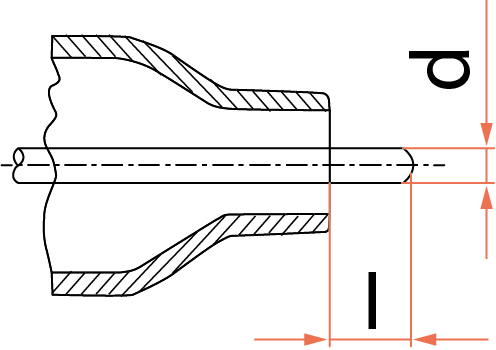
Der optimale Überstand (l) der Elektrodenspitze, gemessen an der Gasdüsenspitze, hängt vom Elektrodendurchmesser, vom Schweißstrom und dem Schweißnahttyp ab.
| Tipp: Eine Reinigung der Elektrode mit Stahlwolle kann Zünd- und Schweißeigenschaften verbessern, weil Oberflächenoxide entfernt werden. |