Elektrodespids
DC-svejsning
DC TIG-svejsning slibes wolframelektrodens spids på langs til en kegleform. Den slebne elektrodespids giver en stabil og koncentreret lysbue ind i svejseemnet. Slibevinklen og -længden har betydning for lysbuens bredde og indbrændingsdybde.
Princippet i slibningen:
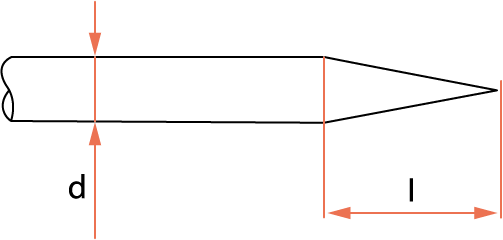
Hvor I = 1…5 x d.
Den bedste slibelængde til dit formål afhænger af den mest anvendte svejsestrømstyrke:
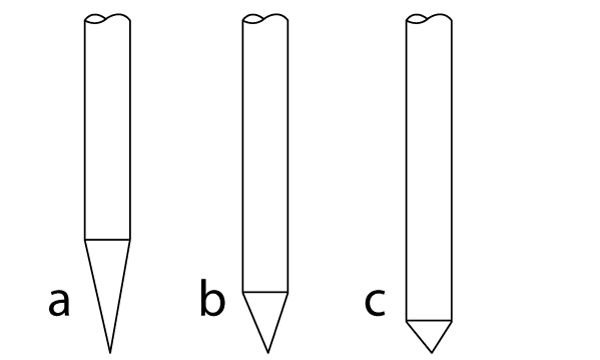
| a. | Lav strømstyrke |
| b. | Mellem strømstyrke |
| c. | Høj strømstyrke |

|
Ved slibning af elektroden skal du altid slibe i elektrodens længderetning. |
AC-svejsning
Ved AC TIG-svejsning kan elektrodespidsens temperatur overstige elektrodens smeltepunkt. Derfor kan den valgte elektrodediameter og dens egnethed til den anvendte svejsestrøm vurderes ud fra elektrodespidsens form.
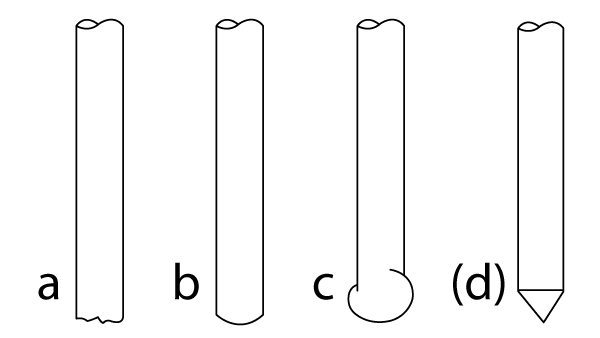
| a. | For lav svejsestrøm eller for stor elektrodestørrelse. Lysbuen er ikke stabil og rettet mod svejseemnet. |
| b. | Egnet strømstyrke |
| c. | Svejsestrømmen er for høj til den valgte elektrodediameter. |
|
|
Ved anvendelse af Kemppi AC TIG-udstyr til bestemte formål er det også muligt at danne og opretholde en lille spids på elektrodespidsen (d). Dette forbedrer kontrollen med lysbuens retning og smeltebadets størrelse. |
|
Tip: Du kan også danne grundformen til AC-svejsning med følgende teknik:
|
Elektrodespidsens længde
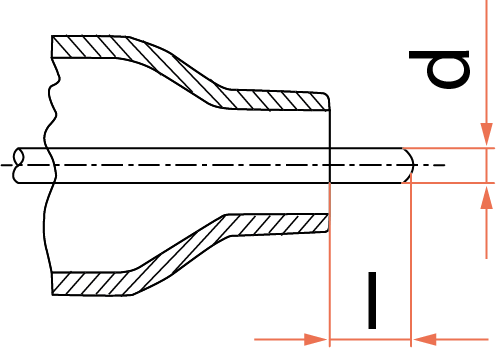
Elektrodespidsens optimal frigang (I) fra gaskoppen afhænger af elektrodediameteren, strømstyrken og svejsefugens type.
| Tip: Rengøring af elektroden med ståluld for oxider på overfladen kan forbedre tændingen og svejseegenskaberne generelt. |