更换钢制送丝导管
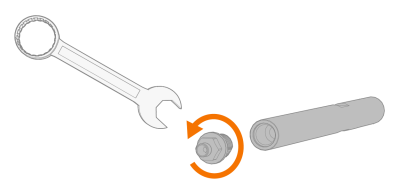
所需工具:

|

|

|
取出和装入送丝导管
此相同的方法适用于欧式接头(GX 系列 3 和 5)和 Kemppi 接头(GX 系列 8)焊枪,但视觉细节可能有所不同。气冷和水冷焊枪的方法也相同。
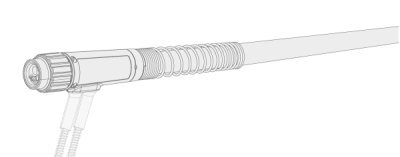
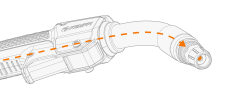
| 1. | 拉直焊枪电缆包。 |
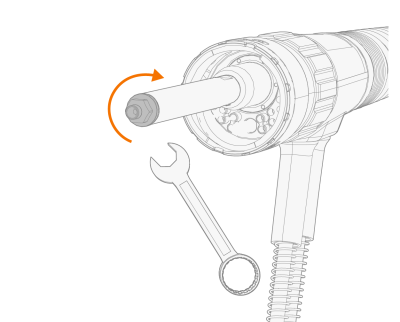
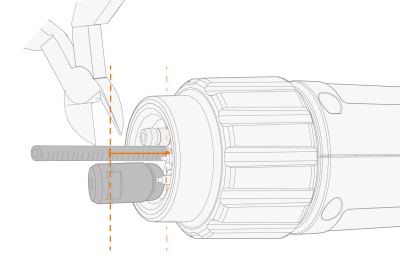
| 2. | 在电缆的送丝机端,取下送丝导管的套筒螺母和护圈锥。 |
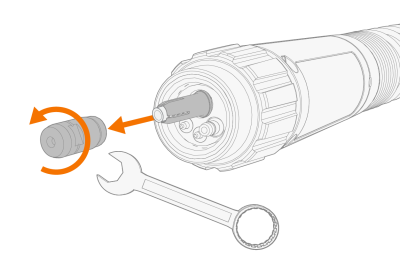

|
GX 系列 8 焊枪有一个长套筒螺母,系列 8 GMN、WS 和 608W 型号还包括一个额外的密封环(*)。将这个密封环也取下。 |
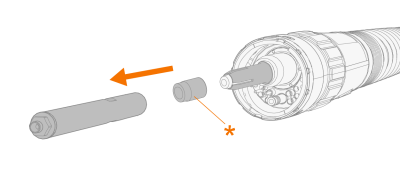
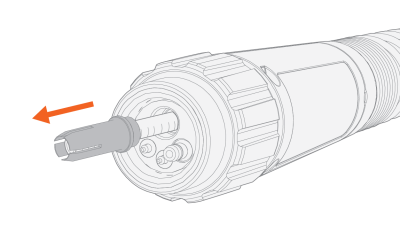
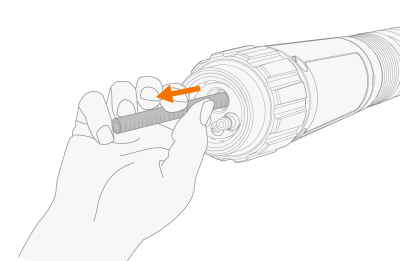
| 3. | 从电缆软管中拆下旧的送丝导管。 |

|
如果之后仍打算使用相同的送丝导管,请确保在此阶段不损坏送丝导管。 |
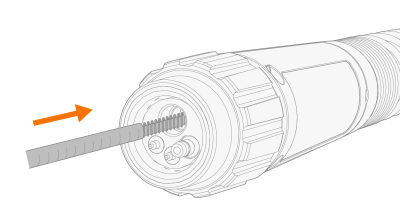
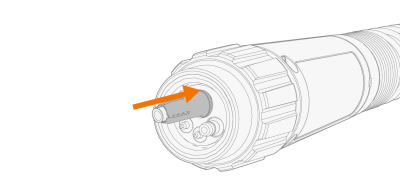
| 4. | 将新的送丝导管插入电缆软管中,直到它停在焊枪鹅颈末端。 |
|
|
标准钢制送丝导管的前端有一个露出的钢制螺旋部分(*)。这个部分先进入。用于多鹅颈焊枪的钢制送丝导管不包括露出的部分。 |

|
|
为确保送丝导管位于正确位置,请暂时移除焊枪导电嘴。有关导电嘴的更多信息,请参见关于设备和组装焊枪。如果是多鹅颈焊枪,送丝导管不会进入鹅颈内。使用多鹅颈焊枪时,要拆下鹅颈(请参见更换适用于多鹅颈的送丝导管)。
|
为了完成送丝导管的安装,请参考(取决于您的焊枪型号):
安装套筒组件并切割送丝导管(欧式接头:系列 3 和系列 5 焊枪)或
安装套筒组件并切割送丝导管(Kemppi 接头:系列 8 焊枪).
安装套筒组件并切割送丝导管(欧式接头:系列 3 和系列 5 焊枪)
气冷和水冷焊枪的方法相同。
| 1. | 将套管螺母插入到送丝导管旁边以便测量。 |
| 2. | 使用侧切钳切割送丝导管,使其与套筒螺母端部的轮槽齐平。 |
| 3. | 锉导管末端。 |
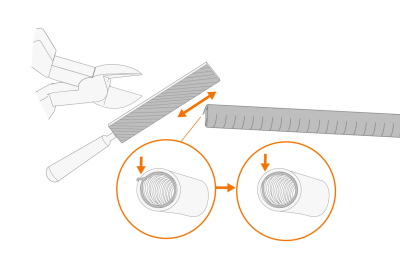
|
|
不要留下任何可能会损坏焊丝的向内粗糙边缘。 |
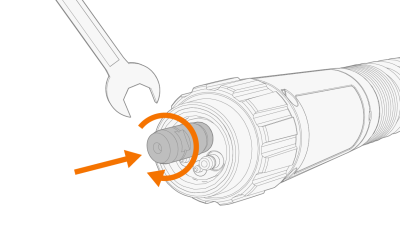
| 4. | 将护圈锥插入到送丝导管上并将它推入到位。 |
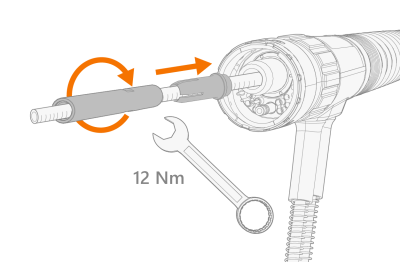
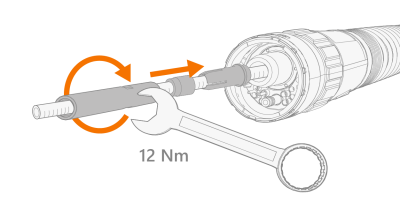
| 5. | 将套筒螺母放置到送丝导管上,并将它固定到位。拧紧至 12 Nm 扭矩。 |
安装套筒组件并切割送丝导管(Kemppi 接头:系列 8 焊枪)
除了下面提到的型号中额外的密封环,气冷式焊枪和水冷式焊枪的方法相同。
| 1. | 暂时从长套筒螺母上取下端盖。 |
| 2. | 将护圈锥和套筒螺母(不带端盖)插入到送丝导管上,并将它们固定到位。拧紧至 12 Nm 扭矩。 |
|
|
系列 8 Flexlite GX 型号(Kemppi 接头)都包括一个更长的送丝导管套筒。系列 8 GMN、WS 和 608W 型号还包括一个额外的密封环(*): |
| 3. | 切割送丝导管,并与套筒螺母端部之间留出 1-2 mm 的额外导管。用侧切钳进行切割。 |
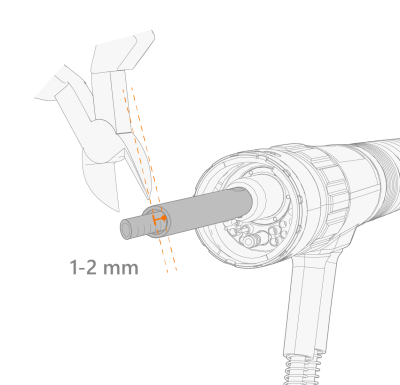
| 4. | 锉导管末端。 |
|
|
不要留下任何可能会损坏焊丝的向内粗糙边缘。 |
| 5. | 安装端盖。拧紧至 1 Nm 扭矩。 |