| Svetsprogram |
|
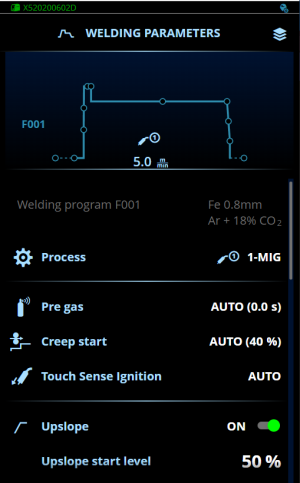
Visar svetsprogrammet som används. Du kan inte ändra svetsprogrammet i denna vy. För att ändra ett svetsprogram, se Användning av svetsprogram. |
Process
|
MIG, 1-MIG, Puls, DPuls, WiseRoot+, WiseThin+, MAX Cool, MAX Speed, MAX Position |
Detta val av MIG-svetsprocess beror på vilket svetsprogram som är valt.
För mer information om övriga processer, se Ytterligare vägledning för funktioner och egenskaper. |
| Gasförströmningstid |
0,0 ... 9,9 s, Auto, steg 0,1
0.0 = AV
Default = Auto |
Svetsfunktion i vilken skyddsgasen börjar flöda under en tidsperiod innan ljusbågen tänts. Detta säkerställer att materialet inte kommer i kontakt med luften när svetsen påbörjas. Svetsaren ställer in tidsperioden. Används för alla material, men speciellt för rostfritt stål och titan. |
| Krypstart |
10 ... 100 %, Auto, steg 1
Default = Auto |
Krypstartfunktionen definierar trådmatningshastigheten innan ljusbågen tänds, dvs. innan tillsatsmaterialet kommer i kontakt med arbetsstycket. När ljusbågen tänds, kopplas trådmatningshastigheten automatiskt över till den inställda hastigheten. Krypstartsfunktion är alltid påslagen. |
| Touch Sense Ignition |
AUTO/OFF/ON
Default = Auto |
Med tändningsfunktionen Touch Sense Ignition får man minimalt med sprut och en stabiliserad ljusbåge omedelbart efter tändningen. |
| Upslope |
ON/OFF
Default = OFF |
Upslope är en svetsfunktion som bestämmer under vilken tid svetsströmmen gradvis ökar till önskad svetsströmsnivå i början av svetsningen. Startnivå och tid för upslope ställs in av användaren. |
| - Upslope startnivå |
10 ... 100 %, Auto, steg 1
Default = 50 |
| - Upslope, tid |
0,1 ... 5 s, Auto, steg 0,1
Default = 0.1 |
| Hot start |
ON/OFF
Default = OFF |
Svetsfunktion som använder högre eller lägre trådmatningshastighet och svetsström i början av svetsningen. Efter tidsperioden för Hot start ändras strömmen till normal svetsström. Detta underlättar svetsstarten speciellt i aluminiummaterial. Hot start-nivå och tid för upslope ställs in av användaren. Justeringen av Hot start Slope-tid ställer in övergångstiden från Hot start-fasen till den normala nivån på svetsström. Hot start fininställningen (spänning) är justerbar med processerna 1-MIG, Pulse, DPulse, WiseThin+ och MAX Speed. |
| - Hot start, nivå |
-50 ... +200 %, Auto, steg 1
Default = 140 |
| - Hot start fininställning |
-10,0 ... +10,0, steg 0,1
Default = 0 |
| - Hot start tid |
0,1 ... 9,9 s, Auto, steg 0,1
Default = 1,2 s |
| - Hot start Slope-tid |
0,0 ... 10,0 s, steg 0,1 s
Default = 0 |
| Wise-funktion |
Ingen, WiseFusion, WisePenetration, WiseSteel |
När detta alternativ väljs öppnas en lista över tillgängliga Wisefunktioner. Mer information finns i Ytterligare vägledning för funktioner och egenskaper.
(Inte tillgängligt med WiseRoot+, WiseThin+, MAX Cool, MAX Speed och MAX Position.) |
| Trådmatningshastighet |
0.5 ... 25,0 m/min, steg om 0,05 eller 0,1
Standard (Default) = 5,00 m/min
|
Justering av trådmatningshastighet När trådmatningshastigheten är mindre än 5 m/min är justeringssteget 0,05 och när trådmatningshastigheten är 5 m/min eller mer är justeringssteget 0,1.
|
| Gräns för trådmatningshastighet min. |
Min/Max = 0,5–25 m/min, steg om 0,1
Standard (Default) = 0,5 m/min |
Min- och maxgränser för justering av trådmatningshastighet. |
| Gräns för trådmatningshastighet max. |
Min/Max = 0,5–25 m/min, steg om 0,1
Standard (Default) = 25 m/min |
Ström
|
10 ... maskinstorlek A, steg om 1
Default = 50 A |
Justering av svetsström. Endast med WisePenetration. |
| Fininställning |
Exempel: -10,0 ... +10,0 V *, steg 0,1
|
Fininställning av svetsspänningen.
* Spänningsintervallet för finjustering definieras av det aktiva svetsprogrammet. |
| Dynamik |
-10.0 ... +10,0, steg om 0,2
Default = 0 |
Styr ljusbågens kortslutningsbeteende. Ju lägre värde, desto mjukare ljusbåge och ju högre värde, desto grövre ljusbåge. |
| Robotens framföringshastighet |
20...2000 mm/min, steg om 1 /
Styrs av robot
Default = Styrs av robot |
Användaren kan ställa in framföringshastigheten i en minneskanal som ska överföras till roboten. Observera dock detta:
- Roboten måste ha en funktion som gör det möjligt att använda det värde som överförs från minneskanalen.
- Framföringshastigheten kan fortfarande ställas in direkt i robotprogrammet, i vilket fall värdet i robotprogrammet åsidosätter värdet som överförs från minneskanalen. |
| Kraterfyllnad |
ON/OFF |
När du svetsar med hög svetsström bildas vanligen en krater vid slutet av svetsen. Kraterfyllnadsfunktionen minskar svetsströmmen/trådmatningshastigheten vid slutet av svetsen så att fyllnaden av kratern kan göras med lägre strömnivå.
Kraterfyllnadens fininställning (spänning) är justerbar med processerna 1-MIG, Puls, DPulse, WiseThin+ och Max Speed. |
| - Kraterfyllnad, startnivå |
10 ... 150 %, Auto, steg 1
Default = 100 |
| - Kraterfyllnad, fininställning |
-10,0 ... +10,0, steg 0,1
Default = 0 |
| - Kraterfyllnad, tid |
0,1 ... 10,0 s, Auto, steg 0,1
Default = 1,0 s |
| - Kraterfyllnad, slutnivå |
10 ... 150 %, Auto, steg 1
Default = 30 |
| - Kraterfyllnadstid slutnivå |
0,1 ... 10,0 s, steg 0,1
Default = 0,0 s |
| Efterström |
-30 ... +30 |
Inställning av efterström påverkar trådlängden vid avslutningen av svetsningen, till exempel för att förhindra att tråden stannar för nära smältbadet. Detta möjliggör också optimal trådlängd för start av nästa svets. |
| WF-slutsteg |
OFF/ON
Default = OFF |
Slutstegsfunktionen förhindrar att tillsatsmaterialet fastnar i kontaktmunstycket när svetsningen avslutas. |
| Gasefterströmning |
0,0 ... 9,9 s, Auto, steg 0,1
0,0 = AV
Default = Auto |
Svetsfunktion i vilken skyddsgasflödet fortgår efter det att ljusbågen släckts. Detta säkerställer att den heta smältan inte kommer i kontakt med luften efter det att ljusbågen släckts och på så sätt skyddas svetsen och även elektroden. Används för alla material. Speciellt rostfritt stål och titan kräver längre gasefterströmningstider. |