| Programa de soldagem |
|
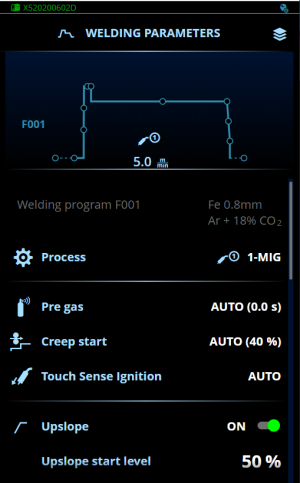
Exibe o programa de soldagem em uso. Não é possível alterar o programa de soldagem nesta visualização. Para alterar um programa de soldagem, consulte Aplicação de programas de soldagem. |
Processo
|
MIG, 1-MIG, Pulso, DPulse, WiseRoot+, WiseThin+, MAX Cool, MAX Speed, MAX Position |
Esta seleção do processo de soldagem MIG depende do programa de soldagem ativo.
Para obter mais informações sobre os processos adicionais, consulte Orientação adicional sobre funções e recursos. |
| Pré-gás |
0,0 ... 9,9 s, Auto, passo 0,1
0.0 = DESLIGADO
Padrão = Auto |
Função de soldagem que inicia o fluxo de gás de proteção antes que o arco acenda. Isso garante que o metal não entre em contato com o ar no início da solda. O valor de tempo é predefinido pelo usuário. Usado para todos os metais, mas especialmente para aço inoxidável, alumínio e titânio. |
| Creep start (Arranque suave) |
10 ... 100 %, Auto, passo 1
Padrão = Auto |
A função de Arranque suave define a velocidade de avanço do arame antes da ignição do arco de soldagem, isto é, antes que o arame de enchimento entre em contato com a peça de trabalho. Quando ocorre a ignição do arco, a velocidade de avanço do arame passa automaticamente para a velocidade normal configurada pelo usuário. A função Arranque suave está sempre ligada. |
| Touch Sense Ignition |
AUTO/OFF/ON
Padrão = Auto |
A Touch Sense Ignition (Ignição por detecção de toque) produz o mínimo de respingos e estabiliza o arco imediatamente após a ignição. |
| Elevação |
ON/OFF (LIGADO/DESLIGADO)
Padrão = DESLIGADO |
A elevação é uma função de soldagem que determina o tempo durante o qual a corrente de soldagem aumenta gradualmente até o nível de corrente de soldagem desejado no começo da solda. O nível inicial e o tempo da elevação são predefinidos pelo usuário. |
| - Nível inicial de elevação |
10 ... 100 %, Auto, passo 1
Padrão = 50 |
| - Tempo de elevação |
0,1 ... 5 s, Auto, passo 0,1
Padrão = 0.1 |
| Partida a quente |
ON/OFF (LIGADO/DESLIGADO)
Padrão = DESLIGADO |
Função de soldagem que utiliza maior ou menor velocidade de avanço do arame e corrente de soldagem no início da solda. Após o período de arranque a quente, a corrente muda para o nível normal de corrente de soldadura. Isso facilita o início da solda, especialmente com materiais de alumínio. O nível e a hora do arranque a quente são ajustáveis pelo utilizador. O ajuste do tempo de inclinação da partida a quente define o tempo de transição da fase de partida a quente para o nível normal de corrente de soldagem. O ajuste fino partida a quente (tensão) é ajustável com os processos 1-MIG, Pulso, DPulse, WiseThin+ e Max Speed. |
| - Nível da partida a quente |
-50 ... +200 %, Auto, passo 1
Padrão = 140 |
| - Ajuste fino partida a quente |
-10,0 ... +10,0, passo 0,1
Padrão = 0 |
| - Tempo da partida a quente |
0,1 ... 9,9 s, Auto, passo 0,1
Padrão = 1,2 s |
| - Tempo de inclinação da partida a quente |
0,0 ... 10,0 s, passo 0,1 s
Padrão = 0 |
| Recurso Wise |
Nenhum, WiseFusion, WisePenetration, WiseSteel |
Quando selecionado, uma lista dos recursos Wise disponíveis é aberta para seleção. Para mais informações, consulte Orientação adicional sobre funções e recursos.
(Não disponível com WiseRoot+, WiseThin+, MAX Cool, MAX Speed e MAX Position.) |
| Velocidade de avanço do arame |
0.5 ... 25 m/min, passo 0,05 ou 0,1
Padrão = 5,00 m/min
|
Ajuste da velocidade de avanço do arame. Quando a velocidade de avanço do arame for inferior a 5 m/min, o passo de ajuste será de 0,05, e quando a velocidade de alimentação for de 5 m/min ou mais, o passo de ajuste será de 0,1.
|
| Limite de velocidade mínima de avanço do arame |
Mín/Máx = 0,5...25 m/min, passo 0,1
Padrão = 0,5 m/min |
Limites mínimo e máximo para o ajuste da velocidade de avanço do arame. |
| Limite de velocidade máxima de avanço do arame |
Mín/Máx = 0,5...25 m/min, passo 0,1
Padrão = 25 m/min |
Corrente
|
10 ... tamanho da máquina A, etapa 1
Padrão = 50 A |
Ajuste da corrente de soldagem. Somente com o WisePenetration. |
| Ajuste fino |
Exemplo: -10,0 ... +10,0 V *, passo 0,1
|
Ajuste fino da tensão de soldagem.
* A faixa de tensão para o ajuste fino é definida pelo programa de soldagem ativo. |
| Dinâmica |
-10.0 ... +10,0, passo 0,2
Padrão = 0 |
Controla o comportamento do curto-circuito do arco. Quanto menor o valor, mais suave o arco; quanto maior, mais duro o arco. |
| Velocidade de avanço do robô |
20...2000 mm/min, passo 1 /
Controlado por um robô
Padrão = Controlado por um robô |
O utilizador pode definir a velocidade de avanço num canal de memória a ser transmitido ao robô. No entanto, note-se que:
- O robot deve ter uma função que permita a utilização do valor transmitido pelo canal de memória.
- A velocidade de avanço pode ainda ser definida diretamente no programa do robô, caso em que o valor do programa do robô se sobrepõe ao valor transmitido pelo canal de memória. |
| Enchimento de cratera |
LIGADO/DESLIGADO |
Ao soldar com alta potência, normalmente é formada uma cratera no fim da solda. A função de enchimento de cratera diminui a potência de soldagem/velocidade de avanço do arame no final do trabalho de soldagem para que a cratera possa ser preenchida usando um nível de energia mais baixo.
O ajuste fino do enchimento de cratera (tensão) é ajustável com os processos 1-MIG, Pulso, DPulse, WiseThin+ e Max Speed. |
| Nível inicial do enchimento de cratera |
10 ... 150 %, Auto, passo 1
Padrão = 100 |
| - Ajuste fino do enchimento de cratera |
-10,0 ... +10,0, passo 0,1
Padrão = 0 |
| - Tempo de enchimento de cratera |
0,1 ... 10,0 s, Auto, passo 0,1
Padrão = 1,0 s |
| - Nível final do enchimento de cratera |
10 ... 150 %, Auto, passo 1
Padrão = 30 |
| - Tempo do nível final de enchimento de cratera |
0,1 ... 10,0 s, passo 0,1
Padrão = 0,0 s |
| Pós-corrente |
-30 ... +30 |
A configuração pós-corrente afeta o comprimento do arame na extremidade da solda, por exemplo, para impedir que o arame pare muito perto da poça de soldagem. Isso também permite obter o comprimento ideal do arame para o início da próxima solda. |
| Etapa final do avanço do arame (passo final WF) |
OFF/ON (LIGADO/DESLIGADO)
Padrão = DESLIGADO |
O recurso de passo final de avanço do arame impede que o arame de enchimento cole na ponta de contato quando a soldagem terminar. |
| Pós-gás |
0,0 ... 9,9 s, Auto, passo 0,1
0.0 = DESLIGADO
Padrão = Auto |
Função de soldagem que continua o fluxo de gás de proteção após o arco ter se extinguido. Isso garante que a solda quente não entre em contato com o ar após a extinção do arco, protegendo a solda e também o eletrodo. Usada para todos os metais. Em especial, o aço inoxidável e o titânio exigem tempos de pós-gás mais longos. |