Parametri di saldatura
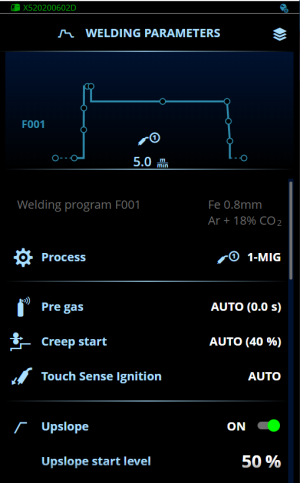
La schermata dei parametri di saldatura comprende una curva di avvio e arresto per la visualizzazione e la regolazione dei parametri principali. La parte inferiore della schermata elenca le regolazioni disponibili per il procedimento di saldatura selezionato. La selezione del procedimento di saldatura si basa sul canale di memoria attivo e sulle relative impostazioni.

|
Molti dei parametri di saldatura sono specifici del procedimento di saldatura e sono visibili e disponibili di conseguenza per la regolazione. |
Regolazione dei parametri di saldatura
| 1. | Selezionare un parametro di saldatura per la regolazione. |
>> È possibile navigare nell'elenco dei parametri anche selezionando una fase nella curva di avvio e di arresto.
| 2. | Regolare il valore dei parametri di saldatura. |
>> In base al parametro da regolare, vedere anche le tabelle dei parametri di saldatura di seguito per maggiori dettagli.
| 3. | Confermare il nuovo valore/selezionare e chiudere la schermata di regolazione selezionando "OK". |
Descrizione dei parametri di saldatura e delle funzioni
![]() Parametri di saldatura MIG manuale
Parametri di saldatura MIG manuale
I parametri qui elencati sono disponibili per la regolazione con il processo MIG manuale.
| Parametro | Valore del parametro | Descrizione |
|---|---|---|
| Procedimento | MIG manuale, 1-MIG, impulso, DPulse, WiseRoot+, WiseThin+, MAX Cool, MAX Speed, MAX Position | Questa selezione del processo di saldatura MIG dipende dal programma di saldatura attivo. Per ulteriori informazioni sui processi aggiuntivi, vedere Guida aggiuntiva alle funzioni e alle caratteristiche. |
| Pre gas | 0,0 ... 9,9 s, Auto, incremento 0,1 0,0 = OFF Impostazione predefinita = Auto |
Funzione di saldatura che avvia il flusso del gas di protezione prima dell’innesco dell’arco. Questa funzione garantisce che il metallo non entri in contatto con l’aria all’inizio della saldatura. Il valore temporale viene predeterminato dall’utente. Utilizzato per tutti i metalli, ma in particolar modo per l’acciaio inossidabile, l’alluminio e il titanio. |
| Avvio lento | 10 ... 100%, Auto, incremento 1 Impostazione predefinita = Auto |
La funzione Avvio lento definisce la velocità di avanzamento del filo prima dell’innesco dell’arco di saldatura, cioè prima che il filo di apporto entri a contatto con il pezzo. Quando l’arco viene innescato, la velocità di avanzamento del filo viene commutata automaticamente sulla normale velocità impostata dall’utente. La funzione Avvio lento è sempre attiva. |
| Innesco rilevamento tocco (Touch Sense Ignition) | Auto/OFF/ON Impostazione predefinita = Auto |
L’innesco Touch Sense riduce al minimo i detriti e stabilizza l’arco immediatamente dopo l’innesco. Per ulteriori informazioni, vedere Touch Sense Ignition (Innesco rilevamento tocco). |
| Velocità di avanzamento del filo | 0.5 ... 25 m/min, incremento 0,05 o 0,1 Predefinito = 5,00 m/min |
Regolazione della velocità di avanzamento del filo. Quando la velocità di avanzamento del filo è inferiore a 5 m/min, l’incremento di regolazione è 0,05; quando la velocità di avanzamento del filo è di 5 m/min o superiore, l’incremento di regolazione è 0,1. |
| Limite min. di velocità di avanzamento del filo | Min/Max = 0,5 ... 25 m/min, incremento 0,1 Predefinito = 0,5 m/min |
Limiti minimi e massimi per la regolazione della velocità di avanzamento del filo. |
| Limite massimo della velocità di avanzamento del filo | Min/Max = 0,5 ... 25 m/min, incremento 0,1 Predefinito = 25 m/min |
|
| Tensione | 400 A: 8 ... 45 V 500 A: 8 ... 50 V Incremento: 0,1 V |
Regolazione della tensione di saldatura e limiti minimo e massimo per la regolazione della tensione di saldatura. |
| Dinamica | -10.0 ... +10,0, incremento 0,2 Impostazione predefinita = 0 |
Controlla il comportamento di cortocircuito dell’arco. Più basso è il valore e più morbido sarà l’arco, più alto è il valore più ruvido sarà l’arco. |
| Velocità di viaggio del robot | 20...2000 mm/min, incremento 1 / Controllato dal robot Predefinito = Controllato dal robot |
L'utente può impostare la velocità di viaggio in un canale di memoria da trasmettere al robot. Tuttavia, si noti che: - Il robot deve disporre di una funzione che consenta di utilizzare il valore trasmesso dal canale di memoria. - La velocità di viaggio può comunque essere impostata direttamente nel programma del robot, nel qual caso il valore del programma del robot prevale sul valore trasmesso dal canale di memoria. |
| Crater fill (riempimento del cratere) | ON/OFF | Quando si eseguono saldature con potenza elevata, solitamente si forma un cratere al termine della saldatura. La funzione di Crater fill (riempimento del cratere) riduce la potenza di saldatura / velocità avanzamento filo alla fine della saldatura per permettere il riempimento del cratere terminale con un basso livello di potenza. Con il processo MIG, il tempo Crater fill (riempimento del cratere), la velocità di avanzamento del filo e la tensione sono preimpostati dall'utente. Quando la velocità di avanzamento del filo è inferiore a 5 m/min, l’incremento di regolazione è 0,05; quando la velocità di avanzamento del filo è di 5 m/min o superiore, l’incremento di regolazione è 0,1. Per il procedimento 1-MIG, vedere la tabella dei parametri 1-MIG. |
| - Tempo Crater fill (riempimento del cratere) | 0,0 ... 10,0 s, Auto, incremento 0,1 Predefinito = 1,0 s |
|
| - Velocità avanzamento filo Crater fill (riempimento del cratere) | 0,5 ... 25,0 m/min, Auto, incremento 0,05 o 0,1 Predefinito = 5 m/min |
|
| - Tensione Crater fill (riempimento del cratere) | 400 A: 8 ... 45 V, Auto 500 A: 8 ... 50 V, Auto Incremento: 0,1 V Impostazione predefinita = 18V |
|
| Corrente post (Post current) | -30 ... +30 | L’impostazione della corrente post influisce sulla lunghezza del filo all’estremità della saldatura, ad esempio per evitare che il filo si fermi troppo vicino al bagno di saldatura. Ciò consente anche di ottenere la lunghezza ottimale del filo per l’inizio della saldatura successiva. |
| Fase finale trainafilo (fase finale WF) | OFF/ON Impostazione predefinita = OFF |
La funzione di fase finale WF impedisce che il filo di apporto aderisca alla punta di contatto al termine della saldatura. |
| Post gas | 0,0 ... 9,9 s, Auto, incremento 0,1 0.0 = OFF Impostazione predefinita = Auto |
Funzione di saldatura che continua a erogare il flusso del gas di protezione dopo lo spegnimento dell’arco. Questa funzione garantisce che la saldatura a caldo non entri in contatto con l’aria dopo lo spegnimento dell’arco, proteggendo la saldatura e l’elettrodo. Utilizzata per tutti i metalli. Particolarmente utile per l’acciaio inossidabile e il titanio, che richiedono tempi di post gas più lunghi. |
I parametri qui elencati sono disponibili per la regolazione nel procedimento 1-MIG.
| Parametro | Valore del parametro | Descrizione |
|---|---|---|
| Programma di saldatura | Visualizza il programma di saldatura in uso. Non è possibile modificare il programma di saldatura in questa schermata. Per modificare un programma di saldatura, vedere Applicazione dei programmi di saldatura. | |
| Procedimento |
MIG, 1-MIG, impulso, DPulse, WiseRoot+, WiseThin+, MAX Cool, MAX Speed, MAX Position | Questa selezione del processo di saldatura MIG dipende dal programma di saldatura attivo. Per ulteriori informazioni sui processi aggiuntivi, vedere Guida aggiuntiva alle funzioni e alle caratteristiche. |
| Pre gas | 0,0 ... 9,9 s, Auto, incremento 0,1 0.0 = OFF Impostazione predefinita = Auto |
Funzione di saldatura che avvia il flusso del gas di protezione prima dell’innesco dell’arco. Questa funzione garantisce che il metallo non entri in contatto con l’aria all’inizio della saldatura. Il valore temporale viene predeterminato dall’utente. Utilizzato per tutti i metalli, ma in particolar modo per l’acciaio inossidabile, l’alluminio e il titanio. |
| Avvio lento | 10 ... 100%, Auto, incremento 1 Impostazione predefinita = Auto |
La funzione Avvio lento definisce la velocità di avanzamento del filo prima dell’innesco dell’arco di saldatura, cioè prima che il filo di apporto entri a contatto con il pezzo. Quando l’arco viene innescato, la velocità di avanzamento del filo viene commutata automaticamente sulla normale velocità impostata dall’utente. La funzione Avvio lento è sempre attiva. |
| Touch Sense Ignition | AUTO/OFF/ON Impostazione predefinita = Auto |
L’innesco Touch Sense riduce al minimo i detriti e stabilizza l’arco immediatamente dopo l’innesco. |
| Corrente di salita | ON/OFF Impostazione predefinita = OFF |
La corrente di salita è una funzione di saldatura che determina il periodo di tempo durante il quale la corrente di saldatura aumenta gradualmente fino a raggiungere il livello desiderato all’inizio della saldatura. Il livello e il tempo di avvio della corrente di salita sono preimpostati dall’utente. |
| - Livello avvio corrente di salita | 10 ... 100%, Auto, incremento 1 Impostazione predefinita = 50 |
|
| - Tempo corrente di salita | 0,1 ... 5 s, Auto, incremento 0,1 Impostazione predefinita = 0.1 |
|
| Hot start (avvio a caldo) | ON/OFF Impostazione predefinita = OFF |
Funzione di saldatura che utilizza una velocità di avanzamento del filo e una corrente di saldatura superiori o inferiori all’inizio della saldatura. Dopo il periodo di Hot start (avvio a caldo), la corrente passa al normale livello della corrente di saldatura. Questa funzione facilita l’avvio della saldatura, in particolare sui materiali in alluminio. Il livello e l'ora di Hot start (avvio a caldo) sono regolabili dall'utente. La regolazione del tempo di pendenza Hot start imposta il tempo di transizione dalla fase Hot start al livello normale della corrente di saldatura. La regolazione di precisione Hot start (tensione) è regolabile con i processi 1-MIG, impulso, DPulse, WiseThin+ e MAX Speed. |
| - Livello Hot start (avvio a caldo) | -50 ... +200 %, Auto, incremento 1 Impostazione predefinita = 140 |
|
| - Regolazione di precisione Hot start (avvio a caldo) | -10,0 ... +10,0, incremento 0,1 Impostazione predefinita = 0 |
|
| - Tempo Hot start (avvio a caldo) | 0,1 ... 9,9 s, Auto, incremento 0,1 Predefinito = 1,2 s |
|
| - Tempo di pendenza Hot start (avvio a caldo) | 0,0 ... 10,0 s, incremento 0,1 s Impostazione predefinita = 0 |
|
| Funzione Wise | Nessuno, WiseFusion, WisePenetration, WiseSteel | Una volta selezionata, si apre un elenco delle funzioni Wise disponibili per la selezione. Per ulteriori informazioni, vedere Guida aggiuntiva alle funzioni e alle caratteristiche. (Non disponibile con WiseRoot+, WiseThin+, MAX Cool, MAX Speed e MAX Position). |
| Velocità di avanzamento del filo | 0,5 ... 25 m/min, incremento 0,05 o 0,1 Predefinito = 5,00 m/min |
Regolazione della velocità di avanzamento del filo. Quando la velocità di avanzamento del filo è inferiore a 5 m/min, l’incremento di regolazione è 0,05; quando la velocità di avanzamento del filo è di 5 m/min o superiore, l’incremento di regolazione è 0,1. |
| Limite min. di velocità di avanzamento del filo | Min/Max = 0,5 ... 25 m/min, incremento 0,1 Predefinito = 0,5 m/min |
Limiti minimi e massimi per la regolazione della velocità di avanzamento del filo. |
| Limite massimo della velocità di avanzamento del filo | Min/Max = 0,5 ... 25 m/min, incremento 0,1 Predefinito = 25 m/min |
|
| Corrente |
10 ... dimensione macchina A, incremento 1 Predefinito = 50 A |
regolazione della corrente di saldatura. Solo con WisePenetration. |
| Regolazione di precisione | Esempio: -10,0 ... +10,0 V *, incremento 0,1 |
Regolazione di precisione della tensione di saldatura. * L’intervallo di tensione per la regolazione di precisione è definito dal programma di saldatura attivo. |
| Dinamica | -10.0 ... +10,0, incremento 0,2 Impostazione predefinita = 0 |
Controlla il comportamento di cortocircuito dell’arco. Più basso è il valore e più morbido sarà l’arco, più alto è il valore più ruvido sarà l’arco. |
| Velocità di viaggio del robot | 20...2000 mm/min, incremento 1 / Controllato da robot Predefinito = Controllato dal robot |
L'utente può impostare la velocità di viaggio in un canale di memoria da trasmettere al robot. Tuttavia, si noti che: - Il robot deve disporre di una funzione che consenta di utilizzare il valore trasmesso dal canale di memoria. - La velocità di viaggio può comunque essere impostata direttamente nel programma del robot, nel qual caso il valore del programma del robot prevale sul valore trasmesso dal canale di memoria. |
| Crater fill (riempimento del cratere) | ON/OFF | Quando si eseguono saldature con potenza elevata, solitamente si forma un cratere al termine della saldatura. La funzione di Crater fill (riempimento del cratere) riduce la potenza di saldatura / velocità avanzamento filo alla fine della saldatura per permettere il riempimento del cratere terminale con un basso livello di potenza. La regolazione di precisione (tensione) Crater fill (riempimento del cratere) è regolabile con i processi 1-MIG, Pulse, DPulse, WiseThin+ e MAX Speed. |
| - Livello avvio Crater fill (riempimento del cratere) | 10 ... 150 %, Auto, incremento 1 Impostazione predefinita = 100 |
|
| - Regolazione di precisione Crater fill (riempimento del cratere) | -10,0 ... +10,0, incremento 0,1 Impostazione predefinita = 0 |
|
| - Tempo Crater fill (riempimento del cratere) | 0,1 ... 10,0 s, Auto, incremento 0,1 Impostazione predefinita = 1,0 s |
|
| - Livello fine Crater fill (riempimento del cratere) | 10 ... 150 %, Auto, incremento 1 Impostazione predefinita = 30 |
|
| - Tempo livello Crater fill (riempimento del cratere) | 0,1 ... 10,0 s, incremento 0,1 Impostazione predefinita = 0,0 s |
|
| Corrente post (Post current) | -30 ... +30 | L’impostazione della corrente post influisce sulla lunghezza del filo all’estremità della saldatura, ad esempio per evitare che il filo si fermi troppo vicino al bagno di saldatura. Ciò consente anche di ottenere la lunghezza ottimale del filo per l’inizio della saldatura successiva. |
| Fase finale trainafilo (fase finale WF) | OFF/ON Impostazione predefinita = OFF |
La funzione di fase finale WF impedisce che il filo di apporto aderisca alla punta di contatto al termine della saldatura. |
| Post gas | 0,0 ... 9,9 s, Auto, incremento 0,1 0.0 = OFF Impostazione predefinita = Auto |
Funzione di saldatura che continua a erogare il flusso del gas di protezione dopo lo spegnimento dell’arco. Questa funzione garantisce che la saldatura a caldo non entri in contatto con l’aria dopo lo spegnimento dell’arco, proteggendo la saldatura e l’elettrodo. Utilizzata per tutti i metalli. Particolarmente utile per l’acciaio inossidabile e il titanio, che richiedono tempi di post gas più lunghi. |
![]() Parametri di saldatura Pulse/DPulse
Parametri di saldatura Pulse/DPulse
I parametri qui elencati sono disponibili per la regolazione in aggiunta ai parametri di saldatura MIG e 1-MIG quando si usa una fonte di alimentazione a impulsi X5. DPulse = processo a doppio impulso.
| Parametro | Valore del parametro | Descrizione |
|---|---|---|
| Corrente d'impulso | 10 ... +15%, incremento 1 | Regolazione di precisione della corrente d'impulso rispetto alla corrente con i processi di saldatura a impulso e DPulse. |
| Rapporto DPulse | 10 ... 90%, incremento 1 | Regola la percentuale di tempo del doppio impulso, cioè per quanto tempo il doppio impulso si trova al primo livello pulsato. Il secondo livello pulsato viene determinato in relazione all'impostazione del primo livello. |
| Frequenza DPulse | 0,4 ... 8,0 Hz, Auto, incremento 0,1 | Questo regola la frequenza del doppio impulso. Tempo necessario dall'inizio del 1° livello alla fine del 2° livello. |
| Livello DPulse 1: Velocità di avanzamento del filo | 0.50 ... 25 m/min, incremento 0,05 o 0,1 | Prima velocità di avanzamento del filo a doppio livello di impulso (e valori minimo/massimo per la velocità di avanzamento del filo). Quando la velocità di avanzamento del filo è inferiore a 5 m/min, l’incremento di regolazione è 0,05; quando la velocità di avanzamento del filo è di 5 m/min o superiore, l’incremento di regolazione è 0,1. |
| Livello DPulse 1: Regolazione di precisione | -10 ... +10, incremento 1 | Regolazione di precisione della tensione di saldatura. |
| Livello DPulse 2: Velocità di avanzamento del filo | 0.50 ... 25 m/min, incremento 0,05 o 0,1 | Seconda velocità di avanzamento del filo a doppio livello di impulso. La velocità di avanzamento del filo DPulse livello 2 cambia automaticamente quando viene regolata l'impostazione della velocità di avanzamento del filo DPulse livello 1. Quando la velocità di avanzamento del filo è inferiore a 5 m/min, l’incremento di regolazione è 0,05; quando la velocità di avanzamento del filo è di 5 m/min o superiore, l’incremento di regolazione è 0,1. |
| Livello DPulse 2: Regolazione di precisione | -10 ... +10, incremento 1 | Regolazione di precisione della tensione di saldatura. |
I parametri qui elencati sono specifici del processo MAX Speed.
| Parametro | Valore del parametro | Descrizione |
|---|---|---|
| Frequenza MAX Speed | 100 ... 800 Hz, Auto, incremento 10 | Impostazione della frequenza MAX Speed. |
I parametri qui elencati sono specifici del processo MAX Position.
| Parametro | Valore del parametro | Descrizione |
|---|---|---|
| Frequenza MAX Position | -0.5 ... +0,5 Hz, incremento 0,1 Impostazione predefinita = 0 |
Regolazione di precisione della frequenza MAX Position. |
| Corrente pulsata | -10 … 15%, incremento 1 Impostazione predefinita = 0 |
Regolazione della corrente d'impulso MAX Position. |
| Spessore della piastra | 3.0 ... 12.0 mm | Impostazione dello spessore della piastra MAX Position. |
Per ulteriori informazioni sulle funzioni e sulle caratteristiche di saldatura aggiuntive, vedere Guida aggiuntiva alle funzioni e alle caratteristiche.