Schweißdraht installieren (R500 WF EUR/EUR+ )
In diesem Abschnitt wird beschrieben, wie Sie Schweißdraht auf dem R500 Wire Feeder EUR/ EUR+ installieren. Die Teilebeschreibungen der Drahtvorschubgeräte finden Sie unter R500 Wire Feeder EUR/EUR+ und Drahtvorschubmechanismus.

|
Installieren Sie den Schweißbrenner am Drahtvorschubgerät, bevor Sie den Schweißdraht einlegen. |
|
|
Wenn Sie den Schweißdraht wechseln, entfernen Sie den restlichen Schweißdraht aus dem Schweißbrenner und dem Drahtvorschubmechanismus. |

|
Achten Sie immer darauf, dass die Vorschubrollen für den jeweiligen Zusatzwerkstoff (Durchmesser und Material) geeignet sind. Siehe auch Drahtvorschub-Verschleißteile. |
| 1. | Das Ende des Schweißdrahts freigeben und verformte Abschnitte abschneiden, sodass das Ende gerade ist. |
|
|
Bei Drahtspulen sicherstellen, dass sich der Schweißdraht beim Freigeben nicht von der Spule löst. |
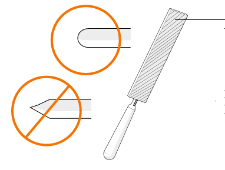
| 2. | Feilen Sie die Spitze des Schweißdrahtes glatt. |
|
|
Scharfe Kanten an der Spitze des Schweißdrahtes können den Drahtliner beschädigen. |
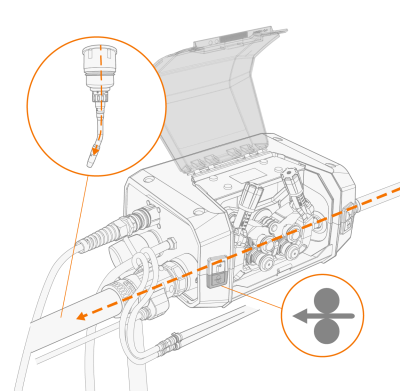
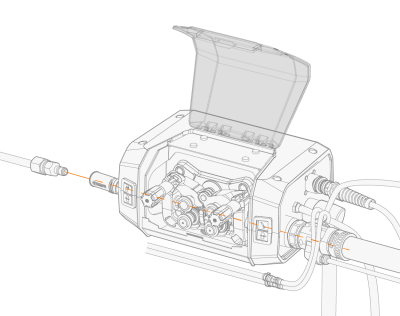
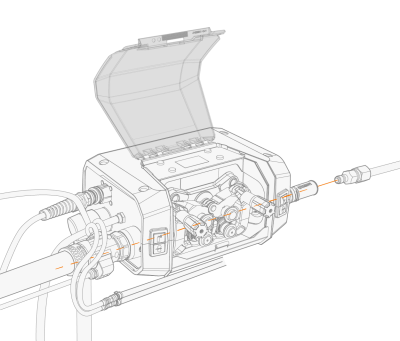
| 3. | Den Schweißdraht durch die Drahtführung zwischen Drahttrommel und Drahtvorschub führen. |
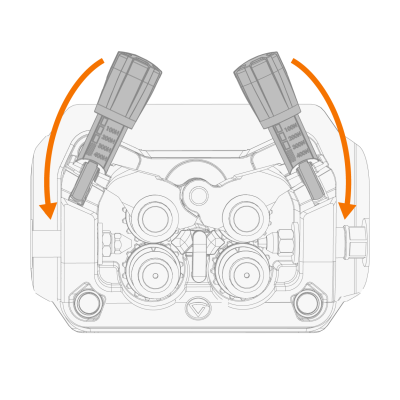
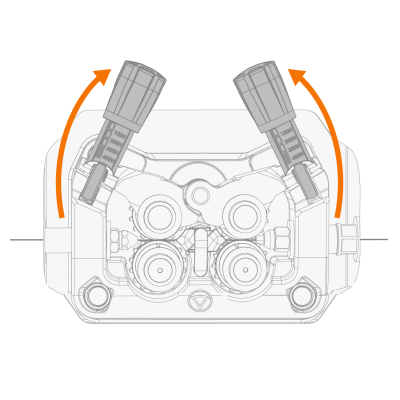
| 4. | Die Anpresshebel freigeben. |
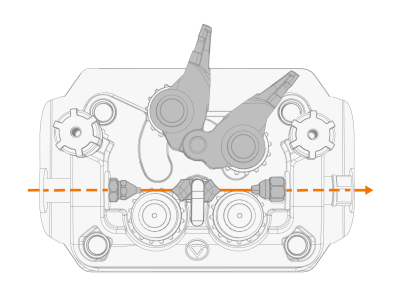
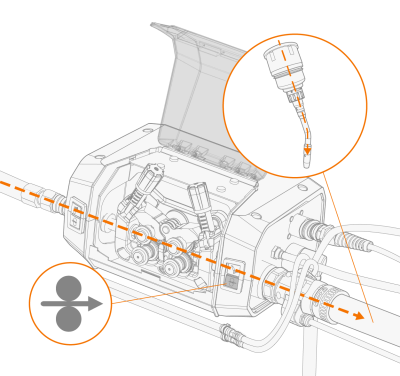
| 5. | Führen Sie den Schweißdraht durch das Eingangsführungsrohr, das mittlere Führungsrohr und in das Auslassführungsrohr, das den Schweißdraht zum Schweißbrenner führt. |
R500 Wire Feeder EUR
R500 Wire Feeder RH EUR+
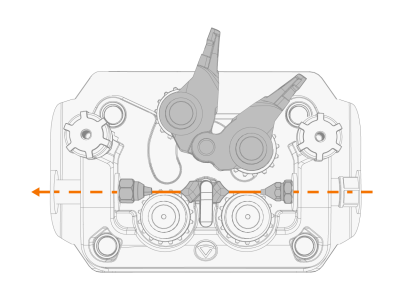
| 6. | Den Schweißdraht von Hand durch den Euro-Anschluss schieben. |
R500 Wire Feeder EUR
R500 Wire Feeder RH EUR+
| 7. | Die Verriegelungsarme der Andruckrolle schließen. |
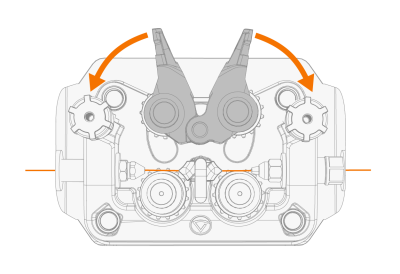
| 8. | Die Anpresshebel schließen. |
| 9. | Passen Sie den Anpressdruck der Vorschubrollen mit den Druckeinstellungsrollen an. Der Druck ist für beide Vorschubrollenpaare gleich. |
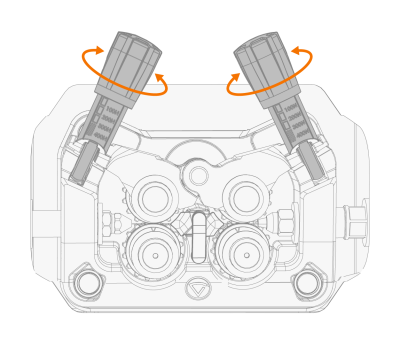
Die abgestuften Skalen auf dem Druckhebel zeigen den Anpressdruck, der auf die Vorschubrollen angewendet wird. Passen Sie den Anpressdruck der Vorschubrollen gemäß der nachstehenden Tabelle an.
| Schweißdraht | Profil der Vorschubrollen | Schweißdraht Durchmesser (mm) | Einstellung (x100 N) |
|---|---|---|---|
| Fe/Ss fest | V-Nut |
0.8−1.0 | 1.5−2.0 |
| ≥ 1.2 | 2.0−2.5 | ||
| Metall- und Rutilkern | V-Nut, gerändelt |
≥ 1.2 | 1.0−2.0 |
| Selbstabschirmend (gaslos) | V-Nut, gerändelt |
≥ 1.6 | 2.0−3.0 |
| Aluminium | U-Nut |
1.0 | 0.5−1.0 |
| 1.2 | 1.0−1.5 | ||
| 1.4 | 1.5−2.0 | ||
| ≥ 1.6 | 2.0−2.5 |
|
|
Zu hoher Druck flacht den Schweißdraht ab und kann beschichtete oder gefüllte Schweißdrähte beschädigen. Zu hoher Druck führt auch zu unnötigem Verschleiß der Vorschubrollen und erhöht die Getriebelast. |
| 10. | Drücken Sie die Taste Drahtvorschub vorwärts, um das Schweißdraht in den Schweißbrenner einzuführen. Halten Sie an, wenn der Draht die Stromdüse des Schweißbrenners erreicht. |
R500 Wire Feeder EUR
R500 Wire Feeder RH EUR+