| Svejseprogram |
|
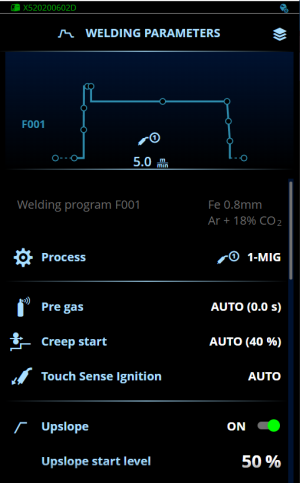
Viser det aktuelle svejseprogram. Du kan ikke ændre svejseprogrammet i denne visning. Vedrørende ændring af et svejseprogram henvises til Anvendelse af svejseprogrammer. |
Proces
|
MIG, 1-MIG, Puls, DPulse, WiseRoot+, WiseThin+, MAX Cool, MAX Speed, MAX Position |
Dette valg af MIG-svejseproces afhænger af det aktive svejseprogram.
Læs mere om de yderligere processer under Yderligere vejledning til funktioner og egenskaber. |
| Forgas |
0,0 ... 9,9 s, Auto, trin 0,1
0.0 = SLUKKET
Standard = Auto |
Svejsefunktion, der starter gasflowet, før lysbuen tændes. Dette sikrer, at metallet ikke kommer i kontakt med luften ved svejsningens start Tiden indstilles på forhånd af brugeren. Anvendes til alle metaller men især til rustfrit stål, aluminium og titanium. |
| Krybestart |
10 ... 100 %, Auto, trin 1
Standard = Auto |
Krybestartfunktionen bestemmer trådhastigheden, før lysbuen tændes. Det vil sige, før svejsetråden kommer i kontakt med arbejdsemnet. Når lysbuen tændes, skifter trådhastigheden automatisk til normal brugerdefineret hastighed. Krybestartfunktionen er altid tændt. |
| Touch Sense Ignition |
AUTO/TÆNDT/SLUKKET
Standard = Auto |
Touch Sense Ignition giver minimalt svejsesprøjt og stabiliserer straks lysbuen efter tænding. |
| Upslope |
TÆND/SLUK
Standard = SLUKKET |
Upslope er en svejsefunktion, der bestemmer den tid, hvori svejsestrømmen gradvis øges til den ønskede svejsestrømstyrke ved svejsningens start. Startniveauet og tiden for upslope forudindstilles af brugeren. |
| - Upslope-startniveau |
10 ... 100 %, Auto, trin 1
Standard = 50 |
| - Upslopetid |
0,1 ... 5 s, Auto, trin 0,1
Standard = 0,1 |
| Hotstart |
TÆND/SLUK
Standard = SLUKKET |
Svejsefunktion der bruger højere eller lavere trådhastighed og svejsestrøm ved svejsningens start. Efter hotstart-perioden skifter strømmen til den normale styrke for svejsestrøm. Dette letter starten på svejsningen, især for materialer i aluminium. Hot startniveauet og -tiden kan justeres af brugeren. Justeringen af Hotstart stignings-/sænkningstiden indstiller overgangstiden fra Hotstart-fasen til den normale svejsestrømstyrke. Hotstart finjusteringen (spænding) kan justeres med processerne 1-MIG, Puls, DPulse, WiseThin+ og MAX Speed. |
| - Hotstartniveau |
-50 ... +200 %, Auto, trin 1
Standard = 140 |
| - Hotstart finjustering |
-10,0 ... +10,0, trin 0,1
Standard = 0 |
| - Hotstarttid |
0,1 ... 9,9 s, Auto, trin 0,1
Standard = 1,2 sek |
| - Hotstart stignings-/sænkningstid |
0,0 ... 10,0 s, trin 0,1 s
Standard = 0 |
| Wise-funktion |
Ingen, WiseFusion, WisePenetration, WiseSteel |
Efter valget åbnes en liste med tilgængelige Wise-funktioner for valg. Nærmere oplysninger findes i Yderligere vejledning til funktioner og egenskaber.
(Ikke tilgængelig med WiseRoot+, WiseThin+, MAX Cool, MAX Speed eller MAX Position.) |
| Trådhastighed |
0.5 ... 25 m/min., trin 0.05 eller 0.1
Standard = 5,00 m/min
|
Regulering af trådhastigheden Når trådhastigheden er mindre end 5 m/min, er justeringstrinnet 0,05, og når trådhastigheden er 5 m/min og derover, er justeringstrinnet 0,1.
|
| Trådhastighedsgrænse min |
Min./maks. = 0,5 ... 25 m/min., trin 0.1
Standard = 0,5 m/min |
Mindste og største grænse for justering af trådhastigheden. |
| Trådhastighedsgrænse maks |
Min./maks. = 0,5 ... 25 m/min., trin 0.1
Standard = 25 m/min |
Strøm
|
10 ... maskinstørrelse A, trin 1
Standard = 50 A. |
Justering af svejsestrøm Kun med WisePenetration. |
| Finjustering |
Eksempel: -10,0 ... +10,0 V *, trin 0,1
|
Finjustering af spændingen.
* Spændingsområdet for finjustering er defineret af det aktive svejseprogram. |
| Dynamik |
-10.0 ... +10,0, trin 0,2
Standard = 0 |
Styrer lysbuens kortslutningsfunktion. Jo lavere værdi, jo blødere lysbue, jo højere værdi, jo grovere lysbue. |
| Robots fremføringshastighed |
20...2000 mm/min, trin 1 /
Styret af robot
Standard = Styret af robot |
Brugeren kan indstille fremføringshastigheden i en hukommelseskanal, der skal overføres til robotten. Det skal du dog være opmærksom på:
- Robotten skal have en funktion, der gør det muligt at bruge den værdi, der overføres fra hukommelseskanalen.
- Fremføringshastigheden kan stadig indstilles direkte i robotprogrammet, og i så fald tilsidesætter værdien i robotprogrammet den værdi, der overføres fra hukommelseskanalen. |
| Kraterfyldning |
TÆND/SLUK |
Ved svejsning med høj effekt dannes normalt et krater ved svejsningens slutning. Kraterfyldningsfunktionen sænker svejseeffekten / trådhastigheden ved svejseopgavens slutning, så krateret kan udfyldes med et lavere effektniveau.
Finjustering af kraterfyldning (spænding) kan justeres med processerne 1-MIG, Puls, DPulse, WiseThin+ og MAX Speed. |
| - Kraterfyld startniveau |
10 ... 150 %, Auto, trin 1
Standard = 100 |
| - Finjustering af kraterfyldning |
-10,0 ... +10,0, trin 0,1
Standard = 0 |
| - Kraterfyldningstid |
0,1 ... 10,0 s, Auto, trin 0,1
Standard = 1,0 sek |
| - Kraterfyld slutniveau |
10 ... 150 %, Auto, trin 1
Standard = 30 |
| - Tid for kraterfyldning ved slutniveau |
0,1 ... 10,0 s, trin 0,1
Standard = 0,0 s |
| Efterstrøm |
-30 ... +30 |
Indstillingen af efterstrøm påvirker trådlængden ved svejsningens slutning for eksempel forhindres svejsetråden i at stoppe for tæt på svejsebadet. Dette muliggør også den optimale trådlængde til start på den næste svejsning. |
| WF-sluttrin |
TÆNDT/SLUKKET
Standard = SLUKKET |
Funktionen WF sluttrin forhindrer svejsetråden i at fæste sig på kontaktdysen, når svejsningen afsluttes. |
| Eftergas |
0,0 ... 9,9 s, Auto, trin 0,1
0.0 = SLUKKET
Standard = Auto |
Svejsefunktion, der fortsætter gasflowet, når lysbuen er slukket. Dette sikrer, at den varme svejsning ikke kommer i kontakt med luften, når lysbuen er slukket, men at både svejsningen og elektroden beskyttes Anvendes til alle metaller. Især stål og titanium kræver længere eftergastider. |